一(yi)般的(de)鋰(li)電池(chi)正負極(ji)端是通過內部鎳極(ji)耳(er)(銅鍍鎳)或(huo)鋁極(ji)耳(er)分別(bie)與(yu)負極(ji)、正極(ji)蓋帽(mao)連(lian)接(jie)。當然,極(ji)耳(er)的(de)設(she)計對(dui)過流能力有著(zhu)重要影(ying)響,下面介(jie)紹一(yi)下極(ji)耳(er)設(she)計理(li)論
一、極耳(er)材質理論參數
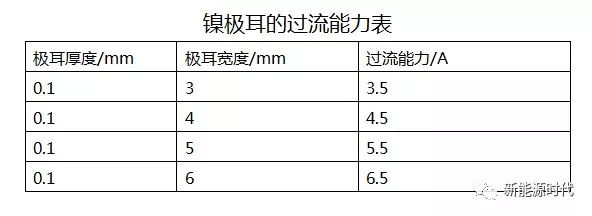
(1)鎳極耳的安全載流值為11-13A/mm2,鎳的電導率在140000 S/cm,熔點在 1200℃~1400℃。
(2)銅極耳的安全載流值5-8A/mm2,銅的電導率在584000 S/cm,熔點在 ≈1000℃。
(3)鋁極耳的安全載流值3-5A/mm2,鎳的電導率在369000 S/cm,熔點在 ≈660℃。
二(er)、極耳的幾何位對阻抗影響(xiang)理(li)論設計
集(ji)流(liu)體(箔材)過流(liu)離極耳越遠,過電流(liu)過弱;平均電流值為集流體一半,簡單說有效阻抗Reff為集流體阻抗值Ro一半
Reff=Rc/2 或 Ra/2
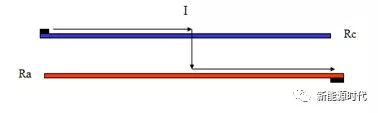
其中
① Rc為正集流體阻抗值
② Ra為負集流體阻抗值
(1)極耳位于極片中間位
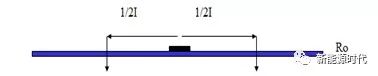
E=(I/2)2*(Ro/4)+(I/2)2*(Ro/4)= I2*(1/8)Ro= I2*Reff
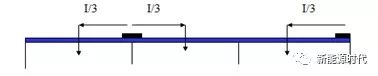
(2)極(ji)耳位(wei)于極(ji)片1/3位(wei)
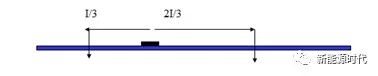
E=(I/3)2*(Ro/6)+(2I/3)2*(2Ro/6)= I2*(1/6)Ro
(3)單極耳位于任意位
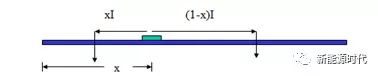
E=I2*[x2*x/2+(1-x)2*(1-x)/2]Ro
(4)雙極耳位于(yu)任意(yi)位
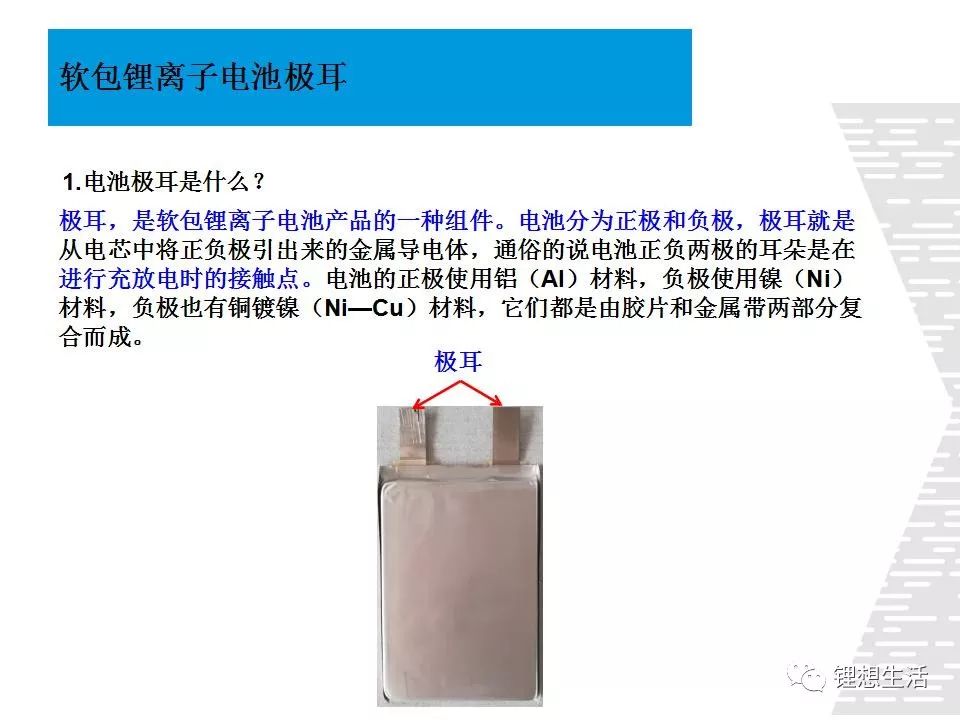
1.電池極耳是什么?
極(ji)耳(er),是軟包鋰離(li)子電(dian)池(chi)(chi)產品的(de)(de)一種(zhong)組件。電(dian)池(chi)(chi)分為正(zheng)極(ji)和負(fu)(fu)極(ji),極(ji)耳(er)就是從(cong)電(dian)芯中將正(zheng)負(fu)(fu)極(ji)引出來的(de)(de)金(jin)屬(shu)(shu)導電(dian)體,通俗的(de)(de)說(shuo)電(dian)池(chi)(chi)正(zheng)負(fu)(fu)兩極(ji)的(de)(de)耳(er)朵(duo)是在進行充(chong)放(fang)電(dian)時的(de)(de)接觸點。電(dian)池(chi)(chi)的(de)(de)正(zheng)極(ji)使用鋁(Al)材(cai)料,負(fu)(fu)極(ji)使用鎳(nie)(Ni)材(cai)料,負(fu)(fu)極(ji)也有銅鍍鎳(nie)(Ni—Cu)材(cai)料,它(ta)們都是由膠片和金(jin)屬(shu)(shu)帶兩部(bu)分復合而成。
2.極耳的分類
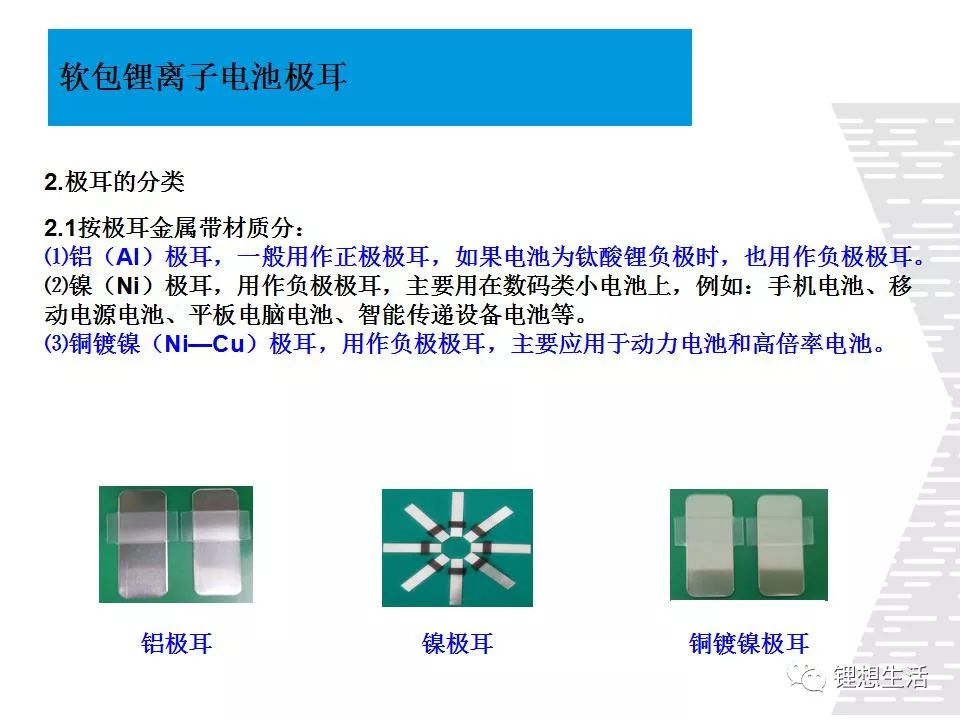
2.1按極耳金屬帶材質分:
⑴鋁(Al)極(ji)耳(er)(er),一般用(yong)作(zuo)正極(ji)極(ji)耳(er)(er),如果電池為(wei)鈦酸鋰負極(ji)時,也用(yong)作(zuo)負極(ji)極(ji)耳(er)(er)。
⑵鎳(Ni)極(ji)耳,用(yong)作負(fu)極(ji)極(ji)耳,主要用(yong)在數(shu)碼(ma)類小電池(chi)上,例如:手機電池(chi)、移動(dong)電源(yuan)電池(chi)、平板電腦電池(chi)、智能傳遞設備電池(chi)等。
⑶銅鍍(du)鎳(Ni—Cu)極耳,用作負極極耳,主要應用于動力電池和(he)高(gao)倍率(lv)電池。
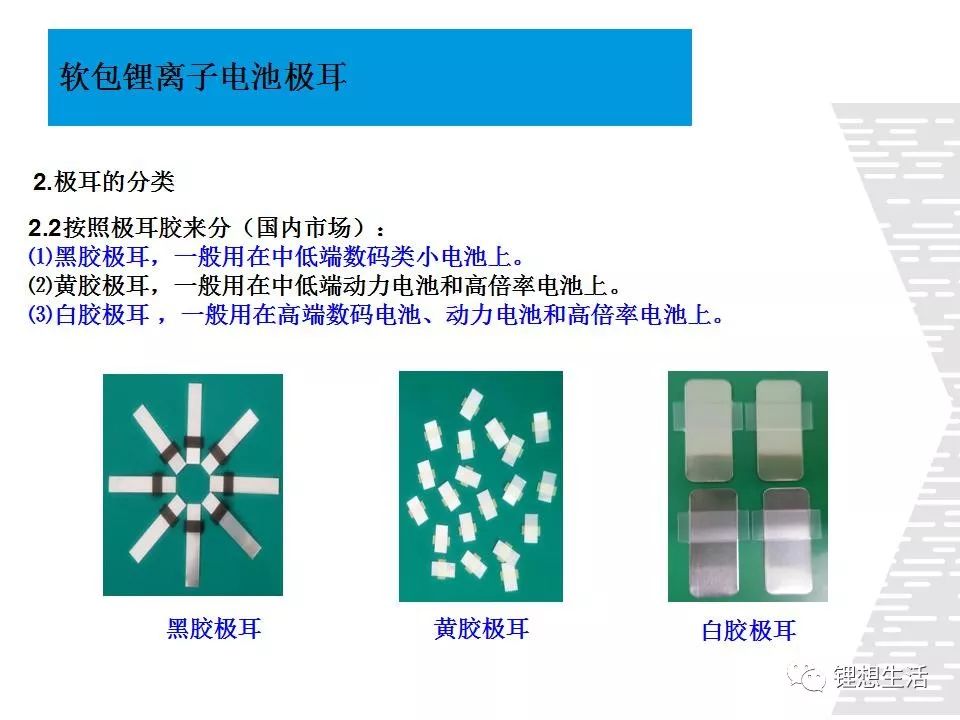
2.2 按照極耳膠來分(國內市場):
⑴黑(hei)膠(jiao)極耳,一般(ban)用在中低端(duan)數碼類小電池(chi)上。
⑵黃(huang)膠極(ji)耳,一般用在中低端動(dong)力電池和高倍率電池上。
⑶白膠極耳 ,一般用在(zai)高端數(shu)碼(ma)電(dian)池(chi)、動力電(dian)池(chi)和(he)高倍率(lv)電(dian)池(chi)上。
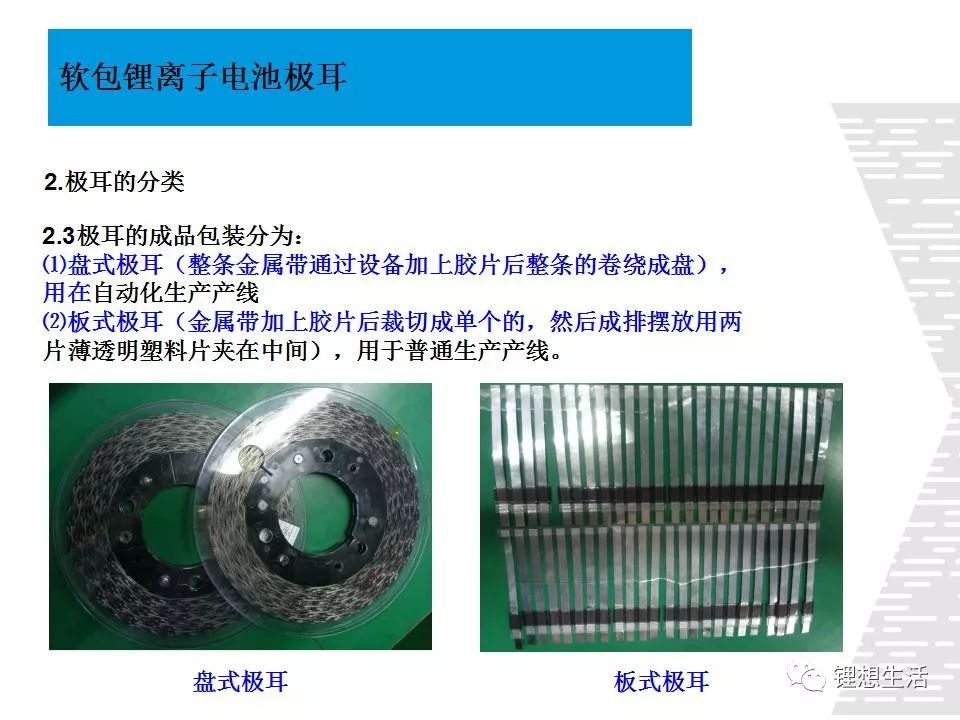
2.3極耳的成品包裝分為:
⑴盤式極耳(整條金屬帶通過設備加上(shang)膠片后整條的卷繞成(cheng)盤),用在自動化生(sheng)產(chan)產(chan)線
⑵板式極耳(金屬帶加上膠片(pian)后(hou)裁切成單個的,然后(hou)成排擺(bai)放用(yong)兩片(pian)薄(bo)透明塑料片(pian)夾在(zai)中(zhong)間),用(yong)于普(pu)通生產產線。
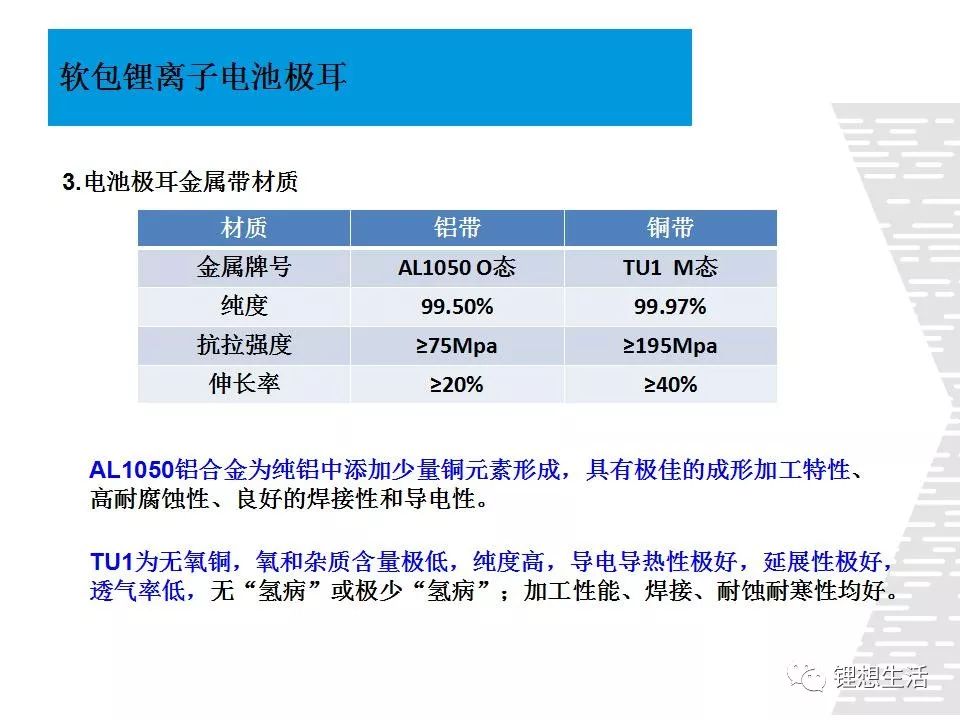
3.電池極耳金屬帶材質
AL1050鋁合金為純鋁中添加少量(liang)銅(tong)元素形成,具(ju)有極佳的成形加工特性(xing)(xing)、高耐(nai)腐(fu)蝕性(xing)(xing)、良好的焊接性(xing)(xing)和導電性(xing)(xing)。
TU1為無(wu)氧銅,氧和雜(za)質含(han)量極低,純度高(gao),導電(dian)導熱性(xing)極好,延展性(xing)極好,透(tou)氣(qi)率低,無(wu)“氫(qing)病”或(huo)極少“氫(qing)病”;加工性(xing)能、焊接、耐蝕耐寒性(xing)均好。
4.各種品牌極耳膠結構與性質
4.1. 各種品牌極耳膠結構
目(mu)前極耳膠都是(shi)從日本進口而(er)來,極耳膠生產技(ji)術難點是(shi):PP材料的(de)(de)分子量要(yao)控制在一個(ge)比較窄的(de)(de)范圍內,目(mu)前國(guo)內的(de)(de)技(ji)術生產出(chu)的(de)(de)PP膠達不到要(yao)求。

極(ji)耳(er)膠結構(gou)(gou):極(ji)耳(er)膠一(yi)(yi)般由(you)三層材料熱壓在一(yi)(yi)起而構(gou)(gou)成,除凸(tu)版及昭(zhao)和制造(zao)(zao)單層改(gai)(gai)性PP構(gou)(gou)成及騰森制造(zao)(zao)五層極(ji)耳(er)膠以外。一(yi)(yi)般極(ji)耳(er)膠由(you)中間骨架層及兩表面(mian)改(gai)(gai)性PP層構(gou)(gou)成,兩表面(mian)的(de)改(gai)(gai)性PP材質相同。日立和騰森為了追求超(chao)高的(de)粘合(he)層與金屬(shu)帶的(de)粘合(he)強(qiang)度,兩個表面(mian)的(de)改(gai)(gai)性PP材質不同,一(yi)(yi)面(mian)是親金屬(shu)性改(gai)(gai)性PP,另(ling)一(yi)(yi)個表面(mian)是親塑性改(gai)(gai)性PP。這種極(ji)耳(er)膠,制作(zuo)極(ji)耳(er)時一(yi)(yi)旦極(ji)耳(er)膠表面(mian)用反(fan)了,則必(bi)定會造(zao)(zao)成電芯漏液氣脹事故。
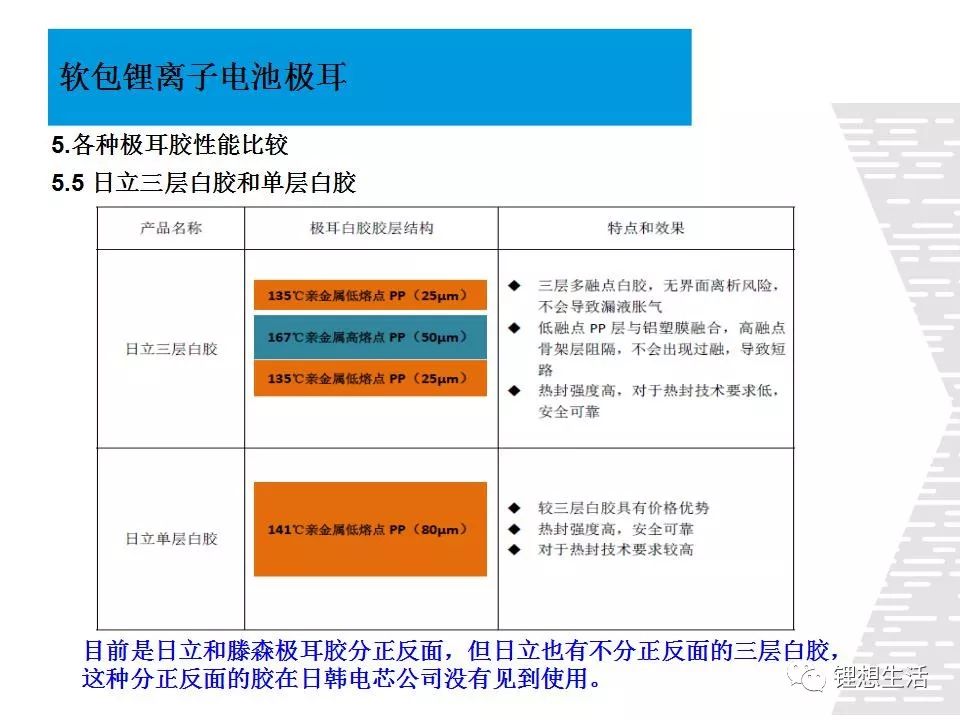
目前國內市(shi)場上,極耳制造(zao)所使用(yong)(yong)的極耳膠(jiao)(jiao)分(fen)為白(bai)(bai)膠(jiao)(jiao)、黑膠(jiao)(jiao)、黃(huang)膠(jiao)(jiao)和單(dan)層(ceng)膠(jiao)(jiao)。其中高(gao)端(duan)(duan)電(dian)(dian)芯(xin)(xin)客戶(hu)大多采(cai)用(yong)(yong)單(dan) 層(ceng)凸版80μm和50μm白(bai)(bai)膠(jiao)(jiao)。一般中低端(duan)(duan)客戶(hu)采(cai)用(yong)(yong)DNP黑膠(jiao)(jiao)和DNP黃(huang)膠(jiao)(jiao)。三(san)層(ceng)結構的白(bai)(bai)膠(jiao)(jiao)在(zai)日本和韓國大量采(cai)用(yong)(yong)。單(dan)層(ceng)白(bai)(bai)膠(jiao)(jiao)在(zai)日韓電(dian)(dian)芯(xin)(xin)公司用(yong)(yong)的極少,基本都用(yong)(yong)三(san)層(ceng)結構白(bai)(bai)膠(jiao)(jiao)。國內較(jiao)高端的電芯公司也在逐步(bu)采用三層結(jie)構(gou)的白膠。
4.2 各品牌極耳膠性能
DNP黃膠結構(gou)為中(zhong)間(jian)功能(neng)層(ceng)UHR(為無(wu)紡布結構(gou)),表面兩層(ceng)為改(gai)性PPa。
UHR層厚度(du)為(wei)14g/m2≈12μm,表面改性PPa厚度(du)為(wei)44μm。
UHR熔(rong)點為310~340℃,PPa熔(rong)點為147℃。
黃(huang)(huang)膠(jiao)(jiao)極耳(er)有分層的(de)危險。但黃(huang)(huang)膠(jiao)(jiao)極耳(er)的(de)封(feng)裝條(tiao)件比白(bai)膠(jiao)(jiao)容易(yi)調節(jie)。前期日本極耳(er)膠(jiao)(jiao)供應商也(ye)提到黃(huang)(huang)膠(jiao)(jiao)的(de)不足,表(biao)現為3點:
1)極耳(er)膠是由中(zhong)間一(yi)(yi)層(ceng)UHR和(he)表面兩層(ceng)改性(xing)PP膠熱壓在一(yi)(yi)起(qi)的。
2)中間層(ceng)無紡布,水分會從無紡布中通過毛細管滲透作(zuo)用引入(ru)到電(dian)池內部(bu),使得電(dian)池發(fa)鼓氣脹。
3)無紡布容易(yi)分層,熱壓(ya)效果(guo)不好,電(dian)芯使用時間或(huo)擱置(zhi)時間長了(le)容易(yi)造成漏液。
DNP黑膠結構為(wei)中間(jian)功能(neng)層PEN(聚萘二(er)甲(jia)酸乙二(er)醇酯)薄膜,表面兩層為(wei)改(gai)性(xing)PPa。PEN層厚度為(wei)12μm,表面改(gai)性(xing)PPa厚度為(wei)44μm。PEN熔點為(wei)265℃,PPa熔點為(wei)147℃。黑膠其功能(neng)層PEN和PP層為(wei)不同物質復(fu)合,存在分層風險,高端客戶一(yi)般不采(cai)用此膠。
白膠
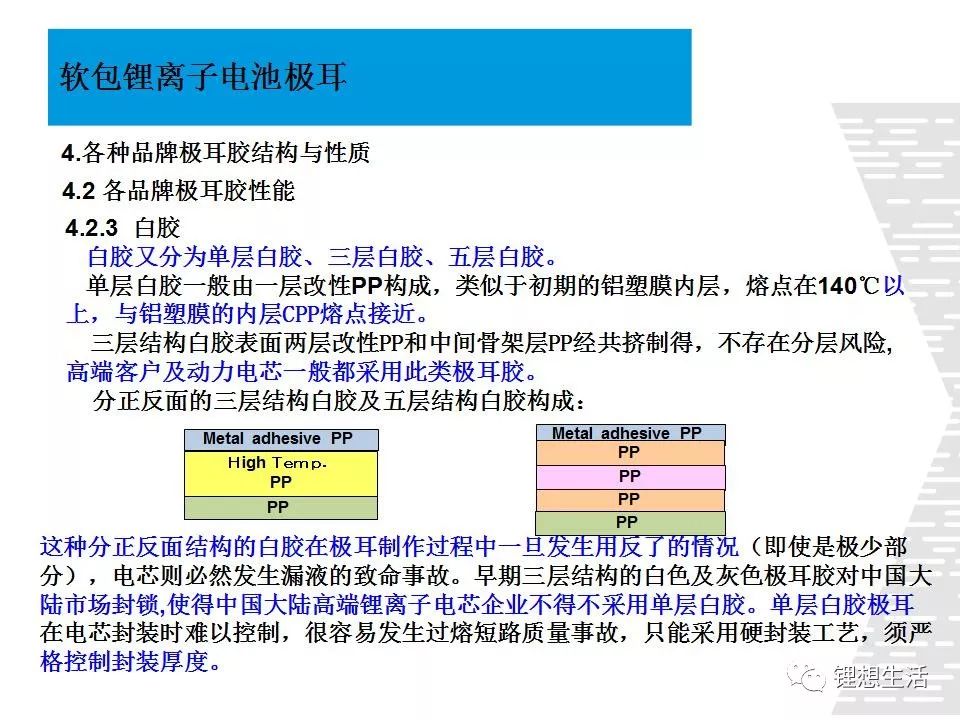
白膠又分為單(dan)層(ceng)(ceng)白膠、三層(ceng)(ceng)白膠、五層(ceng)(ceng)白膠。
單層(ceng)(ceng)(ceng)白膠一般由(you)一層(ceng)(ceng)(ceng)改性PP構成,類似于初期(qi)的(de)鋁塑(su)膜內層(ceng)(ceng)(ceng),熔(rong)點(dian)在140℃以上(shang),與鋁塑(su)膜的(de)內層(ceng)(ceng)(ceng)CPP熔(rong)點(dian)接近。
三層(ceng)結構白膠表面兩層(ceng)改性PP和中間骨架層(ceng)PP經共擠制得,不(bu)存在(zai)分層(ceng)風險,高端客戶及動(dong)力電芯一般都采用此(ci)類極耳(er)膠。
5.各種極耳膠性能比較
5.1 黃膠極耳和黑膠極耳的比較
DNP黑膠其功能層(ceng)(ceng)PEN和PPa層(ceng)(ceng)為(wei)不(bu)同物質復合,界面(mian)多,經過(guo)電解(jie)液浸(jin)泡后本身會分層(ceng)(ceng)剝離。PEN熔(rong)(rong)點為(wei)265℃,PPa熔(rong)(rong)點為(wei)147℃。且黑膠PPa層(ceng)(ceng)里(li)還(huan)有3種不(bu)同融點的(de)物質,黑色素:66℃,PE 105℃,PP167℃,界面(mian)更加不(bu)穩定。
黃膠(jiao)極耳(er)(er)功能層本(ben)身(shen)融(rong)點(dian)300℃以上,所(suo)以熱封(feng)時會更好操作。中間(jian)功能層改用了無(wu)紡纖維層代替原來(lai)的聚萘二甲(jia)酸(suan)乙二醇酯,界面融(rong)合較黑膠(jiao)好,但仍然無(wu)法(fa)解決不同(tong)物(wu)質之間(jian)的徹(che)底融(rong)合問題。黃膠(jiao)由(you)于本(ben)身(shen)PPa層技(ji)術的原因(yin),在熱封(feng)后會變得(de)異常(chang)堅硬(ying),失去(qu)柔韌性(xing),在封(feng)裝電池和(he)后期加(jia)工(轉鎳(nie)、加(jia)板)時,易使極耳(er)(er)膠(jiao)及極耳(er)(er)金屬斷裂,從(cong)而(er)使電池產生漏液、氣(qi)脹等。
5.2 黃膠極耳和白膠極耳的比較
白膠采用三(san)層具有不同(tong)功能的PP材料經共(gong)擠制得,其功能層熱封(feng)(feng)溫度(du)(du)較(jiao)寬165~167℃,略低于(yu)電(dian)池(chi)封(feng)(feng)裝(zhuang)溫度(du)(du)(180-220度(du)(du)),可以有效的防止切(qie)面短路(lu)問題,增大了電(dian)池(chi)封(feng)(feng)裝(zhuang)時可操作的溫度(du)(du)范圍,提高(gao)了電(dian)池(chi)生產(chan)的成品率。
黃膠極(ji)耳由(you)于本(ben)身PP層技術的(de)(de)原因,在(zai)熱封(feng)后會變得異常(chang)堅硬,失去柔韌性(xing),在(zai)封(feng)裝電池(chi)和后期(qi)加工(gong)(轉(zhuan)鎳(nie)、加板)時,易使(shi)極(ji)耳膠及極(ji)耳金(jin)屬斷裂,從而使(shi)電池(chi)產生漏液、氣脹等,而白膠極(ji)耳由(you)于3個功能層使(shi)用的(de)(de)材料屬于同類物質(PP類),在(zai)熱封(feng)后仍(reng)可以(yi)保持(chi)極(ji)高的(de)(de)柔韌性(xing)。
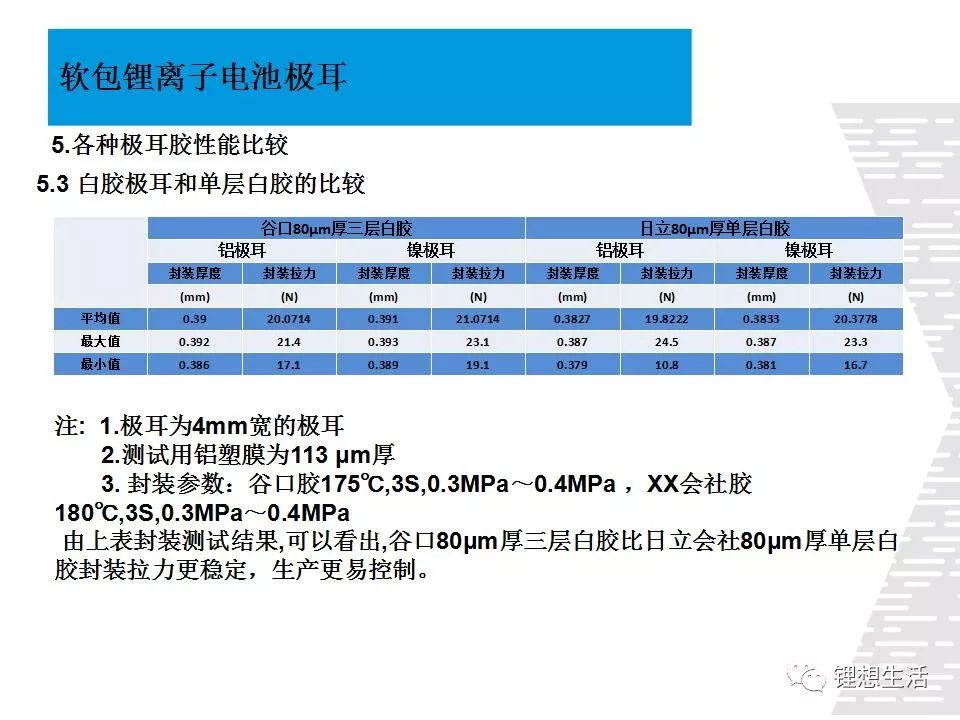
5.3 白膠極耳和單層白膠的比較
單層(ceng)(ceng)(ceng)白(bai)(bai)膠類似(si)于(yu)初(chu)期(qi)的(de)(de)鋁塑(su)(su)(su)膜(mo)內(nei)層(ceng)(ceng)(ceng),因只有(you)一(yi)個融(rong)點,熱封(feng)溫(wen)(wen)度超過(guo)融(rong)點則(ze)易導(dao)致完全(quan)熔解短路,熱封(feng)溫(wen)(wen)度在不足時則(ze)形成軟化,這(zhe)將導(dao)致和鋁塑(su)(su)(su)膜(mo)的(de)(de)CPP層(ceng)(ceng)(ceng)不能完全(quan)融(rong)解聚(ju)合(he),電池(chi)容易漏液(ye)脹氣。三層(ceng)(ceng)(ceng)結構的(de)(de)白(bai)(bai)膠極(ji)(ji)耳(er),由于(yu)外層(ceng)(ceng)(ceng)采用(yong)與鋁塑(su)(su)(su)膜(mo)內(nei)層(ceng)(ceng)(ceng)類似(si)的(de)(de)材(cai)料,保證(zheng)了與鋁塑(su)(su)(su)膜(mo)的(de)(de)融(rong)合(he),而(er)表(biao)面改性(xing)PP與中間(jian)層(ceng)(ceng)(ceng)PP之間(jian)的(de)(de)30℃以上的(de)(de)溫(wen)(wen)差具有(you)更廣的(de)(de)熱封(feng)溫(wen)(wen)度,使封(feng)裝(zhuang)(zhuang)(zhuang)的(de)(de)操作性(xing)更強,保證(zheng)了極(ji)(ji)耳(er)膠與鋁塑(su)(su)(su)膜(mo)之間(jian)的(de)(de)封(feng)裝(zhuang)(zhuang)(zhuang)可靠性(xing)。下表(biao)為(wei)谷口80μm厚(hou)三層(ceng)(ceng)(ceng)白(bai)(bai)膠極(ji)(ji)耳(er)與凸版(ban)會(hui)社80μm厚(hou)單層(ceng)(ceng)(ceng)白(bai)(bai)膠極(ji)(ji)耳(er)硬封(feng)封(feng)裝(zhuang)(zhuang)(zhuang)拉力測試比較:
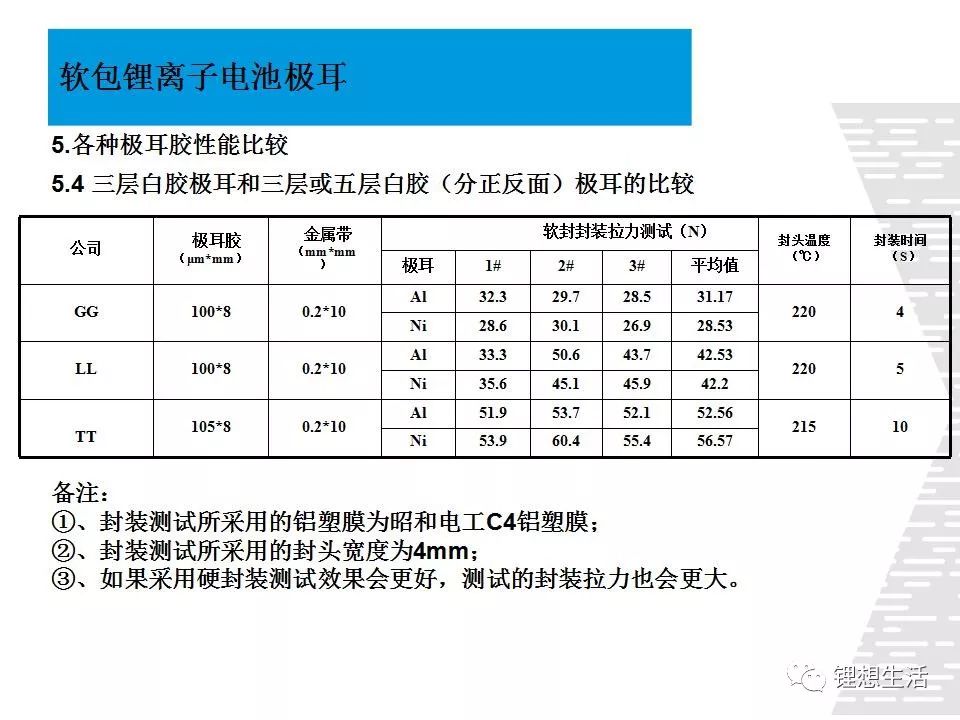
5.4 三層白膠極耳和三層或五層白膠(分正反面)極耳的比較
如前所(suo)述(shu),三層白膠極耳外(wai)層采(cai)用與鋁塑(su)膜內層類似的(de)(de)材料,具有更廣(guang)的(de)(de)熱封溫度,保證(zheng)了(le)與鋁塑(su)膜的(de)(de)融合,而3層PP間(jian)明顯的(de)(de)溫差使封裝的(de)(de)操作性(xing)更強。
極(ji)(ji)(ji)(ji)(ji)耳(er)(er)(er)膠表面分正反(fan)面的極(ji)(ji)(ji)(ji)(ji)耳(er)(er)(er)膠極(ji)(ji)(ji)(ji)(ji)耳(er)(er)(er),如果在制(zhi)(zhi)作(zuo)極(ji)(ji)(ji)(ji)(ji)耳(er)(er)(er)的過程(cheng)中用(yong)反(fan)了,則電芯(xin)在極(ji)(ji)(ji)(ji)(ji)耳(er)(er)(er)膠處必(bi)然會發生漏液事(shi)故,國內已經發生多(duo)次此(ci)類(lei)事(shi)故。而(er)如果嚴(yan)格(ge)控制(zhi)(zhi)極(ji)(ji)(ji)(ji)(ji)耳(er)(er)(er)制(zhi)(zhi)作(zuo)過程(cheng),不發生用(yong)錯極(ji)(ji)(ji)(ji)(ji)耳(er)(er)(er)膠正反(fan)面的問(wen)題,其極(ji)(ji)(ji)(ji)(ji)耳(er)(er)(er)膠與金屬帶(dai)之間(jian)的熔(rong)接強度(du)比正常三層極(ji)(ji)(ji)(ji)(ji)耳(er)(er)(er)膠極(ji)(ji)(ji)(ji)(ji)耳(er)(er)(er)的要高(gao)。
下表為(wei)谷口(kou)100μm厚(hou)三(san)層白膠(jiao)極(ji)耳(er)(er)與日立100μm厚(hou)三(san)層白膠(jiao)(分正(zheng)反(fan)面)極(ji)耳(er)(er)及滕(teng)森105 μm厚(hou)五層白膠(jiao)(分正(zheng)反(fan)面)極(ji)耳(er)(er)軟封(feng)封(feng)裝拉力測(ce)試比較:
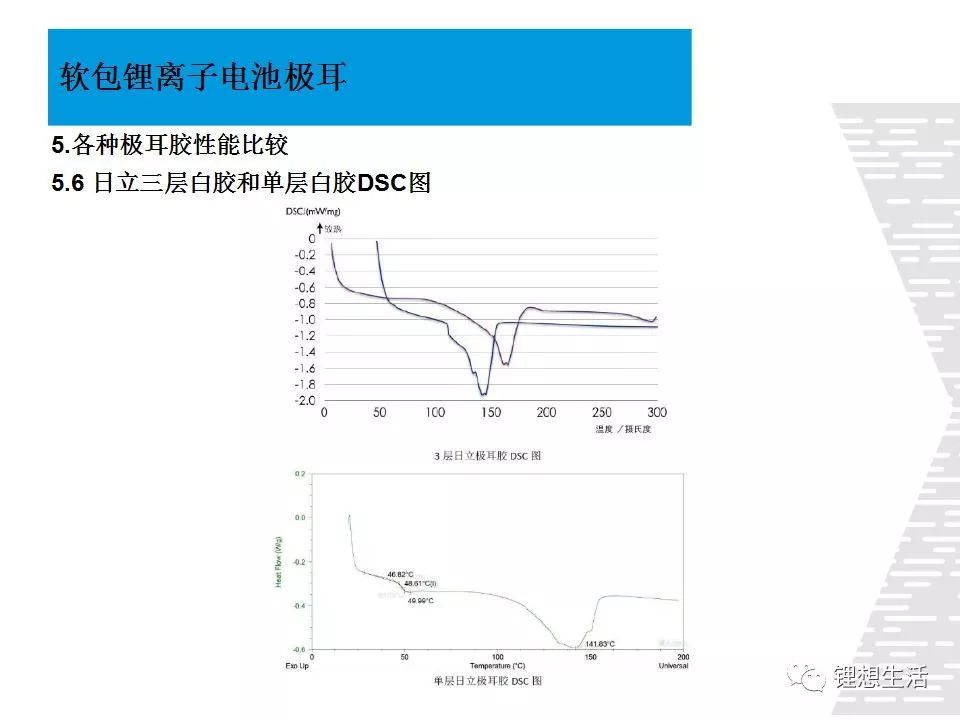
5.5 日立三層白膠和單層白膠
5.6 日立三層白膠和單層白膠DSC圖
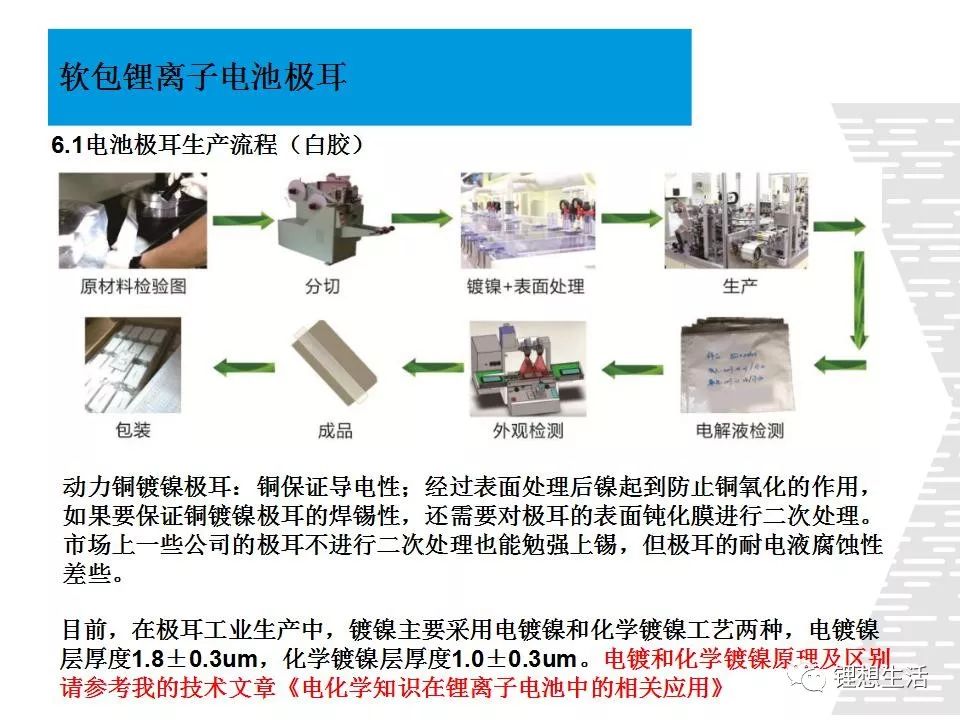
6.1 電池極耳生產流程(白膠)
動力銅(tong)鍍鎳(nie)極耳:銅(tong)保證(zheng)(zheng)導電性(xing);經過表面處(chu)(chu)理(li)后(hou)鎳(nie)起到防止(zhi)銅(tong)氧化的作用(yong),如果要保證(zheng)(zheng)銅(tong)鍍鎳(nie)極耳的焊錫(xi)性(xing),還(huan)需要對極耳的表面鈍(dun)化膜進行二(er)次處(chu)(chu)理(li)。市(shi)場(chang)上(shang)(shang)一些公司的極耳不進行二(er)次處(chu)(chu)理(li)也能勉強上(shang)(shang)錫(xi),但極耳的耐電液腐蝕性(xing)差(cha)些。
目前,在(zai)極(ji)耳工業生產中,鍍(du)鎳(nie)主要采用(yong)電鍍(du)鎳(nie)和化學鍍(du)鎳(nie)工藝(yi)兩種,電鍍(du)鎳(nie)層(ceng)厚(hou)度1.8±0.3um,化學鍍(du)鎳(nie)層(ceng)厚(hou)度1.0±0.3um。
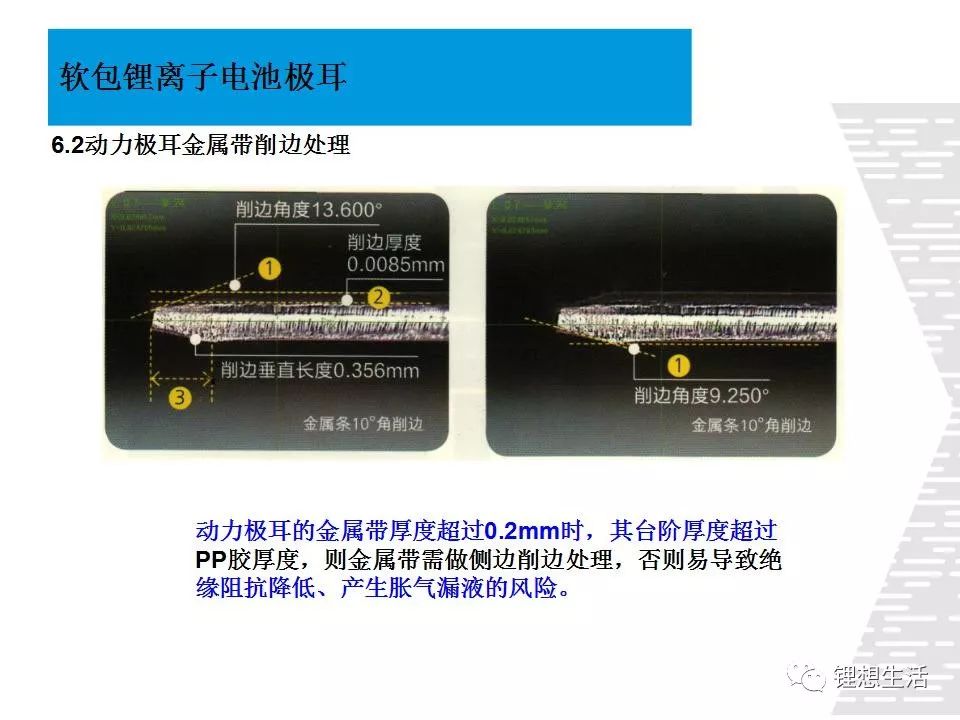
6.2 動力極耳金屬帶削邊處理
動力極(ji)耳(er)的(de)金屬(shu)(shu)帶厚度(du)超過(guo)0.2mm時(shi),其臺階厚度(du)超過(guo)PP膠(jiao)厚度(du),則(ze)金屬(shu)(shu)帶需做側邊削(xue)邊處理(li),否則(ze)易(yi)導致絕緣(yuan)阻抗降(jiang)低、產生脹氣(qi)漏液(ye)的(de)風險。
7.電池極耳的測試
7.1 電解液浸泡后滲透測試

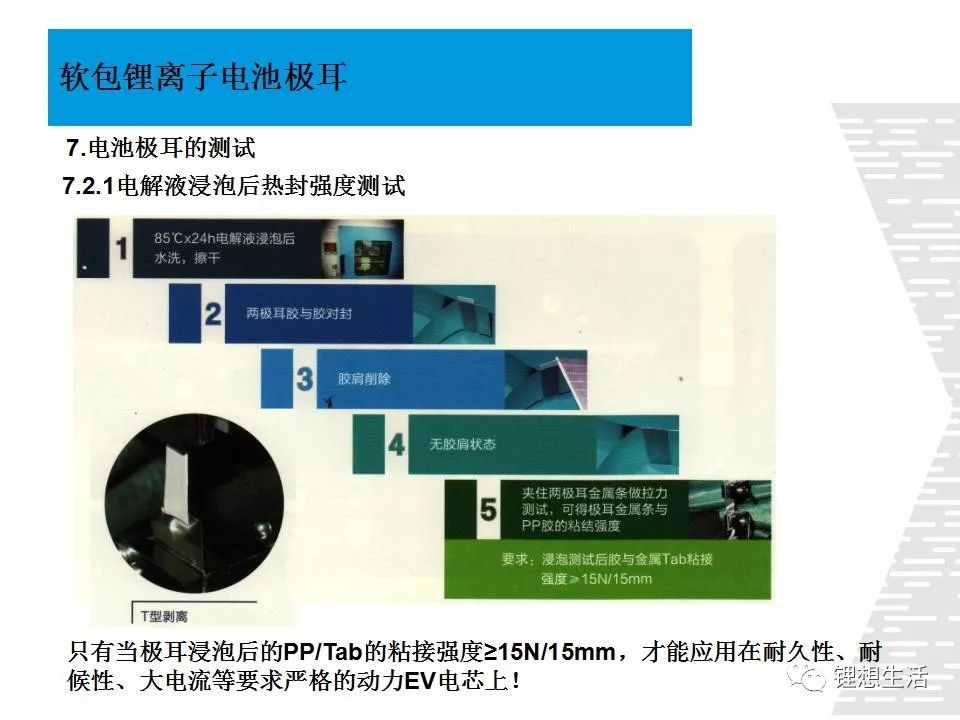
7.2.1 電解液浸泡后熱封強度測試
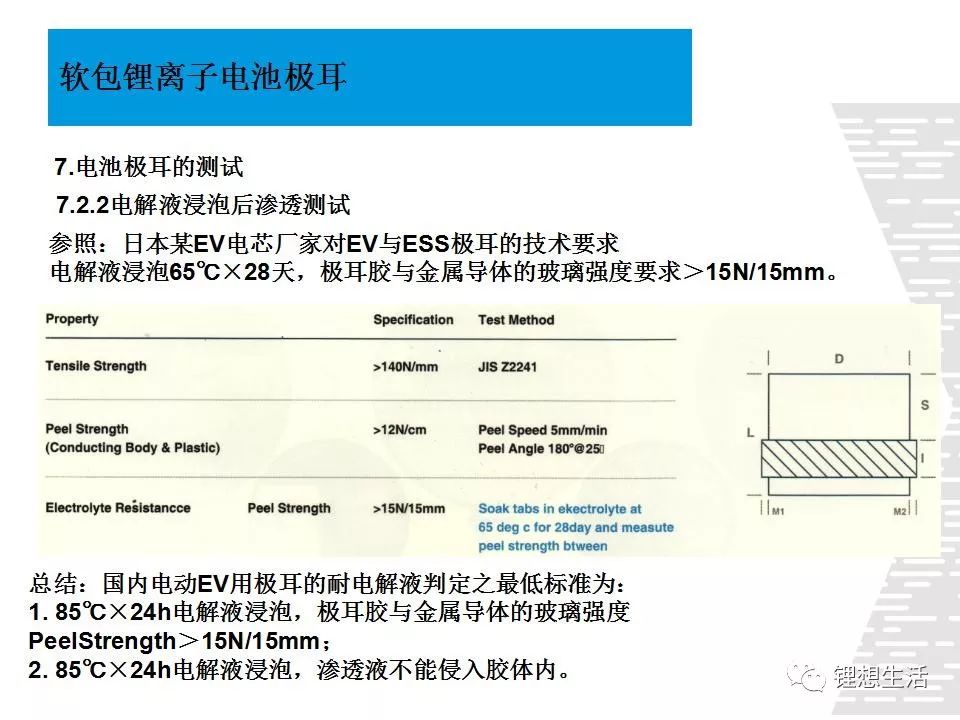
7.2.2 電解液浸泡后滲透測試
參照(zhao):日本某(mou)EV電芯(xin)廠家對EV與ESS極耳(er)的技術(shu)要求。
電解液浸泡65℃×28天,極(ji)耳(er)膠與(yu)金屬導體的玻璃(li)強度要求(qiu)>15N/15mm。
總(zong)結(jie):國內電動EV用極耳的(de)耐電解液判定之最低(di)標準(zhun)為(wei):
1. 85℃×24h電解液浸(jin)泡,極(ji)耳膠(jiao)與(yu)金屬導體的玻璃強度
PeelStrength>15N/15mm;
2. 85℃×24h電(dian)解液浸泡,滲(shen)透液不能(neng)侵入(ru)膠體(ti)(ti)內。
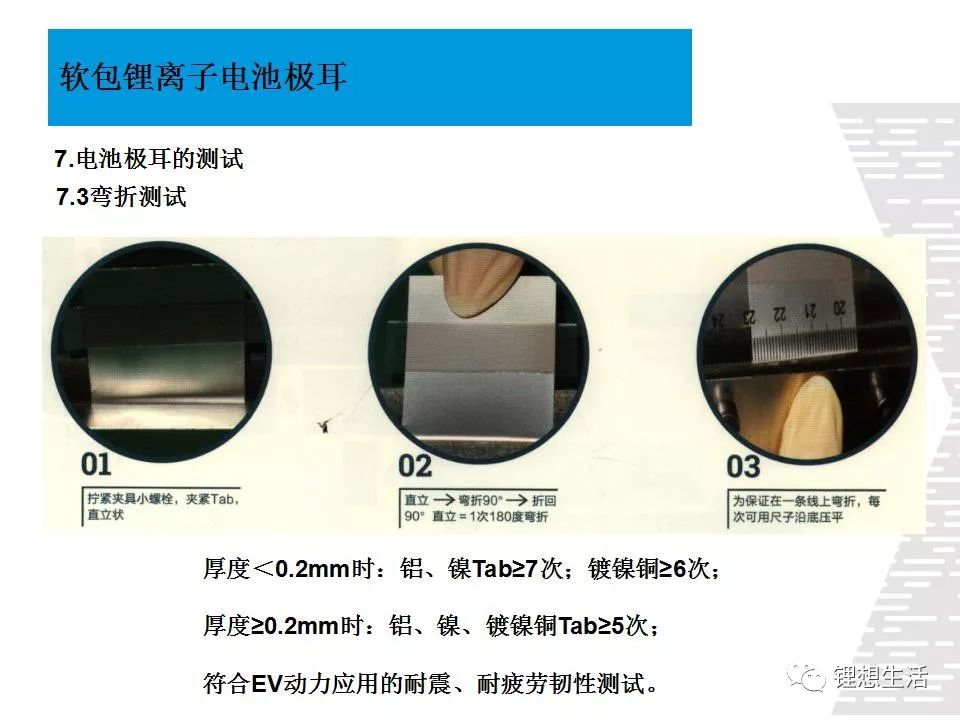
7.3 彎折測試
厚度<0.2mm時:鋁、鎳Tab≥7次;鍍鎳銅≥6次;
厚度(du)≥0.2mm時:鋁、鎳(nie)、鍍鎳(nie)銅Tab≥5次(ci);
符(fu)合EV動(dong)力應(ying)用的耐震、耐疲勞韌性測試。
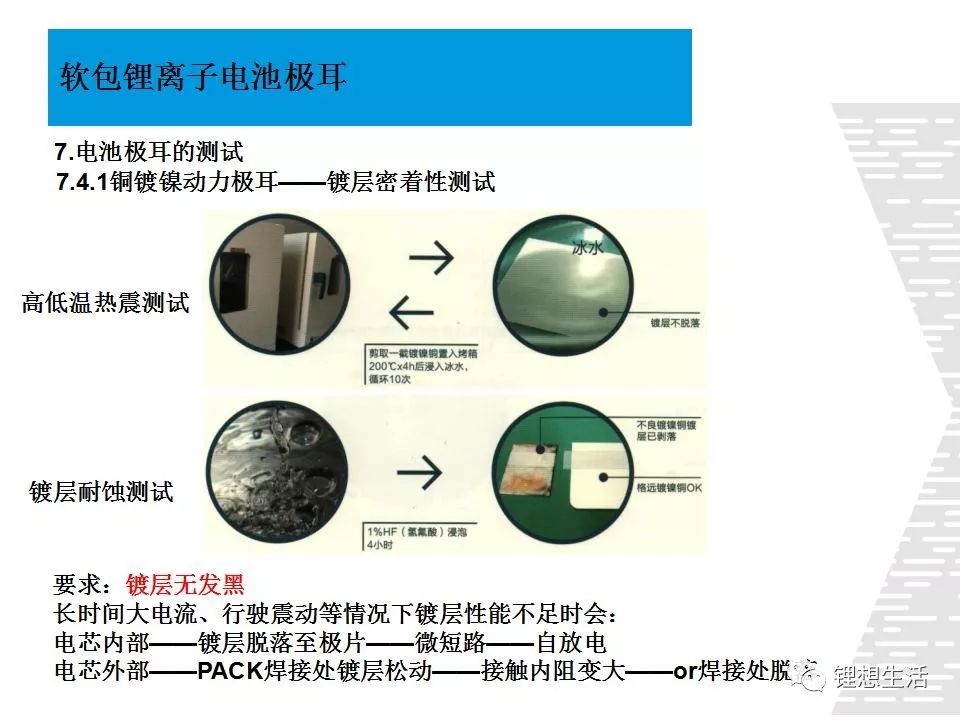
7.4.1 銅鍍鎳動力極耳——鍍層密著性測試
要(yao)求:鍍層無發黑。
長時間大電(dian)流、行(xing)駛震(zhen)動等(deng)情況下(xia)鍍層(ceng)性能不足時會:
電芯內部(bu)——鍍層脫落至極(ji)片——微(wei)短路——自(zi)放電;
電芯外部——PACK焊接(jie)處鍍層松動——接(jie)觸內(nei)阻(zu)變大(da)——or焊接(jie)處脫落。
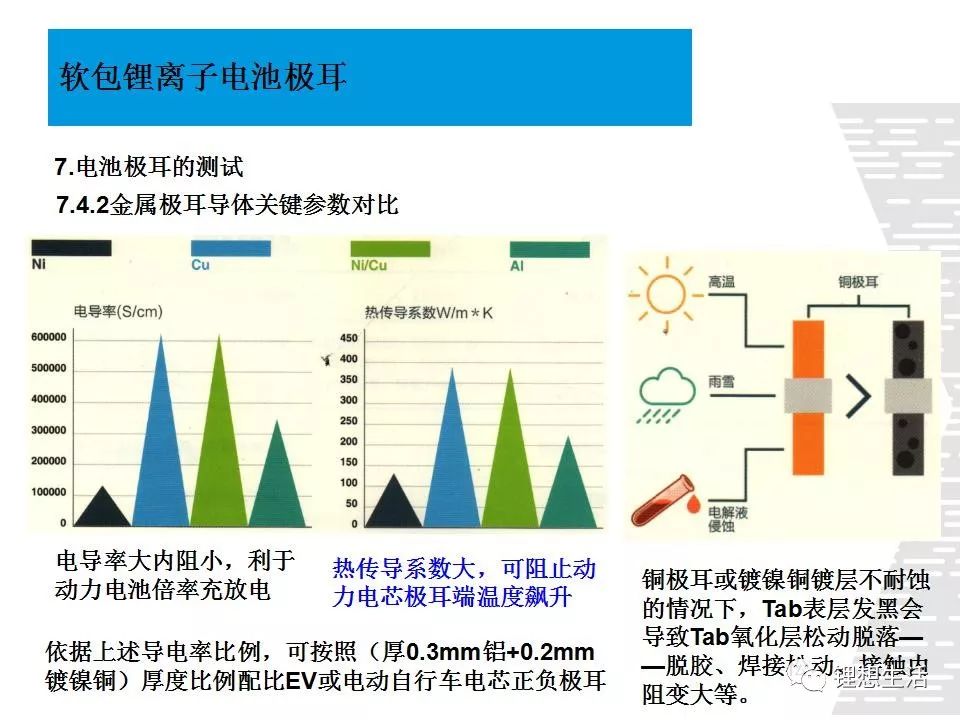
7.4.2 金屬極耳導體關鍵參數對比
7.5 盤式極耳——膠塊脆化程度測試
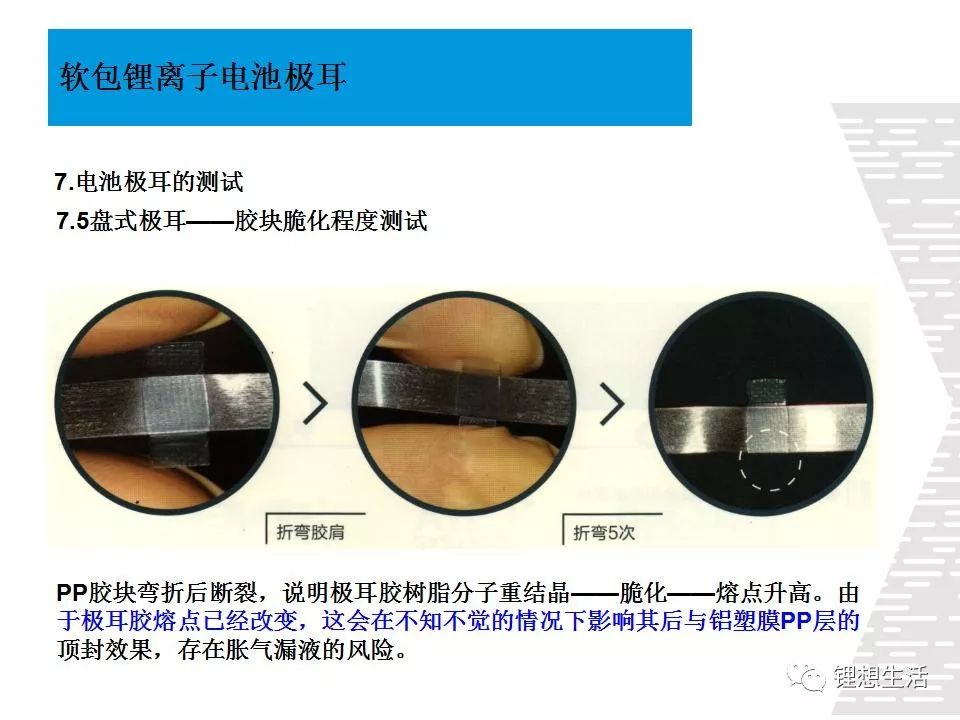
“極耳”是一(yi)個“連接、導電、密封件”。“連(lian)接(jie)”是指(zhi)(zhi)電池(chi)內外連(lian)接(jie),極耳膠與鋁塑(su)膜(mo)(mo)的(de)連(lian)接(jie);“導電”是指(zhi)(zhi)通過極耳將(jiang)電引出來及產生回路;“密封”是指(zhi)(zhi)膠條與金屬帶之(zhi)間(jian)的(de)密封和膠條與鋁塑(su)膜(mo)(mo)之(zhi)間(jian)的(de)密封。
一個極耳是由兩片(pian)膠(jiao)片(pian)把(ba)金屬帶夾在中(zhong)間的。目前市(shi)場使(shi)用的膠(jiao)片(pian)有黑膠(jiao)、白膠(jiao)和單層膠(jiao)三種。常用的(de)黑膠片(pian)(pian)(pian)是三層(ceng)結(jie)構的(de):黑色素,熔(rong)點(dian)66℃;PE,熔(rong)點(dian)105℃;PP,熔(rong)點(dian)137℃。極(ji)耳的(de)成(cheng)品包裝分為盤式(整(zheng)條金(jin)(jin)屬帶通過設備加上膠片(pian)(pian)(pian)后(hou)整(zheng)條的(de)卷繞成(cheng)盤)和(he)板式(金(jin)(jin)屬帶加上膠片(pian)(pian)(pian)后(hou)裁切成(cheng)單個的(de),然(ran)后(hou)成(cheng)排擺放用兩片(pian)(pian)(pian)薄透明塑(su)料片(pian)(pian)(pian)夾在中間)。

2.鉆孔攻絲后用普通焊錫焊接銅絲,用鋁塊試驗,步驟:打孔功絲用錫焊絲把空塞滿中間別忘了塞銅絲銅絲1.0的烙鐵化錫老虎鉗拉不下來銅絲為保險起見一個極柱最好兩到三個空然后上紫銅帶相當牢固。
3.使用M51焊絲(低溫焊絲)直接焊接,焊接材料:M51+M51-F,低溫銅鋁焊接。M51是WEWELDING-M51的(de)簡稱,也(ye)叫萬能(neng)51,是美國R&D工業(ye)公(gong)(gong)司(si)出廠的(de)牌號,它是一種(zhong)含有(you)特殊稀有(you)元素的(de)低溫銅(tong)(tong)(tong)鋁焊(han)絲,2010年由(you)威(wei)歐丁(天津)焊(han)接技(ji)術有(you)限公(gong)(gong)司(si)引進中國大陸主要(yao)用(yong)于在低溫下解決幾乎所有(you)白色(se)金(jin)(jin)(jin)屬(shu)的(de)顯著(zhu)能(neng)力(li),白色(se)金(jin)(jin)(jin)屬(shu)包括鋅(幾乎不(bu)(bu)能(neng)焊(han)接)、銅(tong)(tong)(tong)鉛(qian)合金(jin)(jin)(jin)、錫鉛(qian)合金(jin)(jin)(jin)、鋁和鉛(qian)等。M51還可(ke)將上(shang)述任何一種(zhong)金(jin)(jin)(jin)屬(shu)與銅(tong)(tong)(tong)、黃(huang)銅(tong)(tong)(tong)、鋼、不(bu)(bu)銹鋼或青銅(tong)(tong)(tong)等其他(ta)任何金(jin)(jin)(jin)屬(shu)焊(han)合。馬云家(jia)上(shang)搜(sou)索,價格(ge)有(you)點小(xiao)貴,直徑1.3毫米(mi)3米(mi)長的(de)M51就(jiu)要(yao)25元,M51-F助(zhu)焊(han)劑(ji)一小(xiao)瓶就(jiu)要(yao)50元。

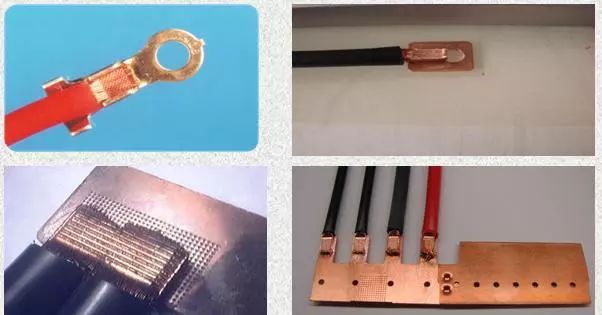
4.超聲波焊接
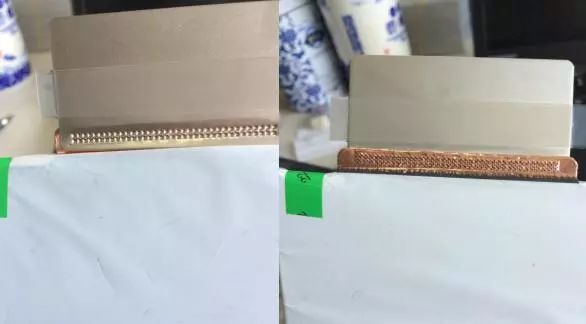
軟包裝鋰離子動力(li)電(dian)池極耳(er)(er)焊(han)接(jie)結構技術(shu)方案(an)是(shi)在正、負極耳(er)(er)焊(han)接(jie)時,直接(jie)將極耳(er)(er)金屬(shu)片與電(dian)池集(ji)流體(ti)通過超聲焊(han)接(jie)機(ji)以直焊(han)的方式焊(han)接(jie)。
鋰(li)離子電(dian)(dian)(dian)池的(de)(de)電(dian)(dian)(dian)芯(xin)(xin)在(zai)(zai)(zai)制作過程(cheng)中,電(dian)(dian)(dian)芯(xin)(xin)由多層(ceng)電(dian)(dian)(dian)芯(xin)(xin)極(ji)片(pian)(pian)(pian)疊加而(er)成(cheng),每層(ceng)電(dian)(dian)(dian)芯(xin)(xin)箔片(pian)(pian)(pian)伸(shen)出一層(ceng)極(ji)耳(er)(er)(er)箔片(pian)(pian)(pian),在(zai)(zai)(zai)電(dian)(dian)(dian)芯(xin)(xin)箔片(pian)(pian)(pian)對(dui)齊后極(ji)耳(er)(er)(er)箔片(pian)(pian)(pian)也貼(tie)合并對(dui)齊在(zai)(zai)(zai)一起(qi),需要將(jiang)電(dian)(dian)(dian)芯(xin)(xin)箔片(pian)(pian)(pian)焊接(jie)在(zai)(zai)(zai)一起(qi)形成(cheng)電(dian)(dian)(dian)芯(xin)(xin),并把極(ji)耳(er)(er)(er)箔片(pian)(pian)(pian)焊接(jie)在(zai)(zai)(zai)一起(qi)形成(cheng)極(ji)耳(er)(er)(er),由于(yu)極(ji)耳(er)(er)(er)箔片(pian)(pian)(pian)很薄,僅(jin)有0.01mm左(zuo)右,因此傳(chuan)統一般通過超(chao)聲波(bo)(bo)焊接(jie),焊接(jie)時在(zai)(zai)(zai)疊加后的(de)(de)極(ji)耳(er)(er)(er)箔片(pian)(pian)(pian)的(de)(de)下部(bu)墊上底模作為支(zhi)撐,將(jiang)超(chao)聲波(bo)(bo)焊接(jie)裝置的(de)(de)焊頭壓在(zai)(zai)(zai)疊加后的(de)(de)極(ji)耳(er)(er)(er)箔片(pian)(pian)(pian)上并通過焊頭給極(ji)耳(er)(er)(er)箔片(pian)(pian)(pian)施加一定的(de)(de)壓力,然后開(kai)動超(chao)聲波(bo)(bo)焊接(jie)裝置,焊頭直接(jie)輸出超(chao)聲波(bo)(bo),在(zai)(zai)(zai)高頻振(zhen)動下實現相鄰極(ji)耳(er)(er)(er)箔片(pian)(pian)(pian)上原子的(de)(de)共振(zhen),從而(er)將(jiang)極(ji)耳(er)(er)(er)箔片(pian)(pian)(pian)結(jie)合在(zai)(zai)(zai)一起(qi)。