
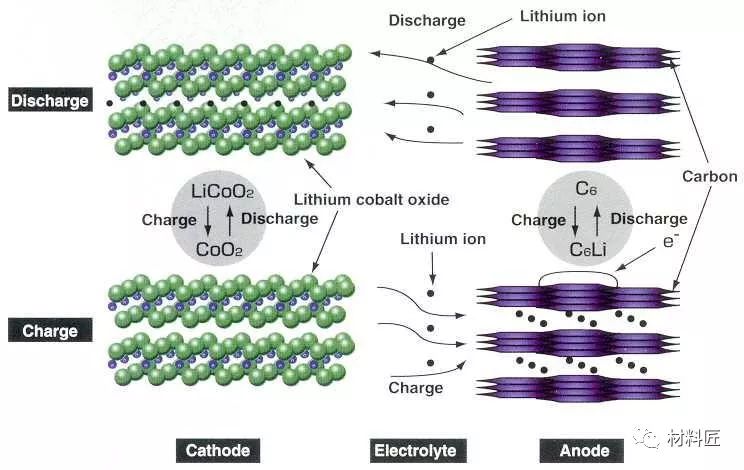
鋰離子電池是一種二次電池(充電電池),它主要依靠Li+ 在兩個電極之間往返嵌入和脫嵌來工作。隨著新能源汽車等下游產業不斷發展,鋰離子電池的生產規模正在不斷擴大。本文以鈷酸鋰為例,全面講解鋰離子電池的的原理、配方和工藝流程,鋰電池的性能與測試、生產注意事項和設計原則。
LiCoO2 + 導電劑 + 粘合劑 (PVDF) + 集(ji)流體(ti)(鋁箔)
石(shi)墨 + 導(dao)電劑(ji)(ji) + 增稠(chou)劑(ji)(ji) (CMC) + 粘結(jie)劑(ji)(ji) (SBR) + 集流體(銅(tong)箔)
3.1 充電過程
一個電源給電池充電,此時正極上的電子e從通過外部電路跑到負極上,正鋰離子Li+從正極“跳進”電解液里,“爬過”隔膜上彎彎曲曲的小洞,“游泳”到達負極,與早就跑過來的電子結合在一起。
正極上發生的反應為:

負極上發(fa)生的反應為:

3.2 電池放電過程
放電有恒流放電和恒阻放電,恒流放電其實是在外電路加一個可以隨電壓變化而變化的可變電阻,恒阻放電的實質都是在電池正負極加一個電阻讓電子通過。由此可知,只要負極上的電子不能從負極跑到正極,電池就不會放電。電子和Li+都是同時行動的,方向相同但路不同,放電時,電子從負極經過電子導體跑到正極,鋰離子Li+從負極“跳進”電解液里,“爬過”隔膜上彎彎曲曲的小洞,“游泳”到達正極,與早就跑過來的電子結合在一起。
3.3 充放電特性
電芯正極采用LiCoO2 、LiNiO2、LiMn2O2,其中LiCoO2本是一種層結(jie)構很穩(wen)定的晶型,但(dan)當從LiCoO2拿走(zou)x個Li離(li)子后,其結(jie)構可能發生變(bian)化,但是否(fou)發生變(bian)化取決(jue)于x的(de)大小。
通過研究發現當x >0.5時,Li1-xCoO2的結構表現為極其不穩定,會發生晶型癱塌,其外部表現為(wei)電(dian)芯的(de)壓倒(dao)終結。所以電(dian)芯在使用過程中應通過限(xian)制(zhi)(zhi)充電(dian)電(dian)壓來控制(zhi)(zhi)Li1-xCoO2中的x值,一般(ban)充電(dian)電(dian)壓(ya)不大于4.2V那么(me)x小(xiao)于0.5 ,這(zhe)時Li1-xCoO2的晶型仍(reng)是穩定的。
負極C6其本身有自己的特點,當第一次化成后,正極LiCoO2中的Li被充到負極C6中,當放電時Li回到正極LiCoO2中,但化成之后必須有一部分Li留在負極C6中心,以保證下次充放電Li的正常嵌入,否則電芯的壓倒很短,為了保證有一部分Li留在負極C6中,一般通過限制放電下限電壓來實現:安全充電上限電壓≤4.2V,放電下限電壓≥2.5V。
記憶效應的原理是結晶化,在鋰電池中幾乎不會產生這種反應。但是,鋰離子電池在多次充放后容量仍然會下降,其原因是復雜而多樣的。主要是正負極材料本身的變化,從分子層面來看,正負極上容納鋰離子的空穴結構會逐漸塌陷、堵塞;從化學角度來看,是正負極材料活性鈍化,出現副反應生成穩定的其他化合物。物理上還會出現正極材料逐漸剝落等情況,總之最終降低了電池中可以自由在充放電過程中移動的鋰離子數目。
過度充電和過度放電,將對鋰離子電池的正負極造成永久的損壞,從分子層面看,可以直觀的理解,過度放電將導致負極碳過度釋出鋰離子而使得其片層結構出現塌陷,過度充電將把太多的鋰離子硬塞進負極碳結構里去,而使得其中一些鋰離子再也無法釋放出來。
不(bu)適合(he)(he)的(de)溫(wen)度將引發鋰離(li)子(zi)電(dian)(dian)池(chi)內(nei)部其他化(hua)學(xue)反應生(sheng)成我們不(bu)希望看(kan)到(dao)的(de)化(hua)合(he)(he)物,所以在(zai)不(bu)少的(de)鋰離(li)子(zi)電(dian)(dian)池(chi)正(zheng)(zheng)負(fu)極之間設有保(bao)護性的(de)溫(wen)控隔膜或電(dian)(dian)解質添加劑。在(zai)電(dian)(dian)池(chi)升溫(wen)到(dao)一定的(de)情(qing)況下,復合(he)(he)膜膜孔閉合(he)(he)或電(dian)(dian)解質變性,電(dian)(dian)池(chi)內(nei)阻(zu)增大直到(dao)斷路,電(dian)(dian)池(chi)不(bu)再升溫(wen),確保(bao)電(dian)(dian)池(chi)充電(dian)(dian)溫(wen)度正(zheng)(zheng)常。
1.1 正極配方:LiCoO2+導電劑+粘合劑+集流體(鋁箔)
LiCoO2(10μm): 96.0%
導電劑(Carbon ECP) 2.0%
粘合劑(PVDF 761) 2.0%
NMP(增(zeng)加粘(zhan)結性):固體物質的重(zhong)量比為8:15
a)正極粘度控制6000cps(溫度25℃ );
b) NMP重量須(xu)適當調節,達到粘度要求(qiu)為宜(yi);
c)特別(bie)注意(yi)溫度(du)、濕度(du)對黏度(du)的影響
正極活性物質:
鈷酸鋰:正極活性物質,鋰離子源,為電池提高鋰源。非極性物質,不規則形狀,粒徑D50一般為6-8 μm,含水量≤0.2%,通常為堿性,pH值為10-11左右。
錳酸鋰:非極性物質,不規則形狀,粒徑D50一般為5-7 μm,含水量≤0.2%,通常為弱堿性,pH值為8左右。
導電劑:鏈狀物,含水量< 1%,粒徑一般為 1-5 μm。通常使用導電性優異的超導碳黑,如科琴炭黑Carbon ECP和ECP600JD,其作用:提高正極材料的導電性,補償正極活性物質的電子導電性;提高正極片的電解液的吸液量,增加反應界面,減少極化。
PVDF粘合劑:非極性物質,鏈狀物,分子量從300,000到3,000,000不等;吸水后分子量下降,粘性變差。用于將鈷酸鋰、導電劑和鋁箔或鋁網粘合在一起。常用的品牌如Kynar761。
NMP:弱極性液體,用來溶解/溶脹PVDF,同時用來稀釋漿料。
集流體(正極引線):由鋁箔或鋁帶制成。
1.2 負極配方:石墨+導電劑+增稠劑(CMC)+粘結劑(SBR)+ 集流體(銅箔)
負極材(cai)料(石墨):94.5%
導電劑(ji)(Carbon ECP):1.0%(科琴(qin)超導碳黑)
粘(zhan)結(jie)劑(ji)(SBR):2.25%(SBR = 丁苯橡膠膠乳)
增稠劑(ji)(CMC):2.25%(CMC = 羧甲基(ji)纖維素(su)鈉)
水:固(gu)體物質的重量比為(wei)1600:1417.5
a) 負(fu)極黏度(du)(du)控制5000-6000cps(溫(wen)度(du)(du)25轉子3)
b) 水重量(liang)需要適當調(diao)節,達到黏(nian)度要求(qiu)為宜;
c) 特別注意溫度(du)濕度(du)對黏度(du)的影響(xiang)
石墨:負極(ji)(ji)活(huo)性(xing)物(wu)質,構成負極(ji)(ji)反應的主(zhu)(zhu)要物(wu)質;主(zhu)(zhu)要分為天然石(shi)墨和人造石(shi)墨兩(liang)大類。非極(ji)(ji)性(xing)物(wu)質,易被非極(ji)(ji)性(xing)物(wu)質污染,易在(zai)非極(ji)(ji)性(xing)物(wu)質中分散;不易吸(xi)水(shui),也不易在(zai)水(shui)中分散。被污染的石(shi)墨,在(zai)水(shui)中分散后,容(rong)易重新(xin)團聚。一般(ban)粒徑(jing) D50為20μm左右。顆粒形(xing)(xing)狀(zhuang)多(duo)樣且(qie)多(duo)不規則,主(zhu)(zhu)要有(you)球形(xing)(xing)、片(pian)狀(zhuang)、纖維狀(zhuang)等。
導電劑:其作用為:
a) 提(ti)高負(fu)極片的導電(dian)性(xing),補(bu)償負(fu)極活性(xing)物質的電(dian)子導電(dian)性(xing)。
b) 提高反應深度及(ji)利(li)用率。
c) 防(fang)止枝晶的產生(sheng)。
d) 利(li)用導電材(cai)料的吸液(ye)能力,提高反應(ying)界(jie)面(mian),減少(shao)極化。(可根據石墨粒度分布選擇(ze)加或(huo)不加)。
添加劑:降低不可逆反應,提高粘附力,提高漿料黏度,防止漿料沉淀。
增稠(chou)劑/防沉淀(dian)劑(CMC):高(gao)分子化(hua)合物(wu),易溶(rong)于水和極性(xing)溶(rong)劑。
異丙醇:弱(ruo)極性(xing)物質,加入后可(ke)減小(xiao)粘合(he)(he)劑溶液的(de)極性(xing),提(ti)高石墨(mo)和粘合(he)(he)劑溶液的(de)相容性(xing);具有(you)強烈的(de)消(xiao)泡作用;易催化粘合(he)(he)劑網狀交鏈,提(ti)高粘結強度。
乙(yi)醇(chun):弱極性(xing)(xing)物質(zhi),加入后(hou)可減(jian)小粘(zhan)合劑(ji)溶液的極性(xing)(xing),提(ti)高(gao)石(shi)墨和粘(zhan)合劑(ji)溶液的相容性(xing)(xing);具有(you)強烈的消泡作(zuo)用(yong);易催化粘(zhan)合劑(ji)線性(xing)(xing)交鏈,提(ti)高(gao)粘(zhan)結(jie)強度(異丙醇(chun)和乙(yi)醇(chun)的作(zuo)用(yong)從(cong)本質(zhi)上講是一樣的,大(da)批量生產時可考慮成(cheng)本因素然后(hou)選(xuan)擇(ze)添加哪種)。
水性粘合劑(SBR):將石墨、導電劑、添加劑和銅箔或銅網粘合在一起。小分子線性鏈狀乳液,極易溶于水和極性溶劑。
去離子水(或蒸餾水):稀釋劑,酌量添加,改變漿料的流動性。
負極引線:由銅箔或鎳帶制成。
2.1正極混料 :
2.1.1原料的預處理
1) 鈷酸鋰:脫水。一般用120 °C常壓烘烤2小時左右。
2) 導電劑:脫水。一般用200 °C常壓烘烤2小時左右。
3) 粘合劑:脫水。一般用120-140 °C常壓烘烤2小時左右,烘烤溫度視分子量的大小決定。
4) NMP:脫水。使(shi)用(yong)干燥分子(zi)篩脫水或采用(yong)特殊取料設施,直(zhi)接(jie)使(shi)用(yong)。
2.1.2物料球磨:
1) 4小時結(jie)束,過篩分離出球(qiu)磨(mo);
2) 將LiCoO2 和Carbon ECP倒入料桶,同時加入磨球(干料:磨球=1:1),在滾瓶及上進行球磨,轉速控制在60rmp以上
2.1.3 原料的摻和:
1) 粘合劑(ji)的溶(rong)解(jie)(按標準濃(nong)度)及熱處理。
2) 鈷酸(suan)鋰(li)和導(dao)電劑球(qiu)磨:使粉(fen)料初步(bu)混合(he),鈷酸(suan)鋰(li)和導(dao)電劑粘合(he)在一起,提高團聚作用(yong)和的導(dao)電性。配(pei)成漿(jiang)料后(hou)不會單獨分布于粘合(he)劑中,球(qiu)磨時(shi)間一般(ban)為(wei)(wei)(wei)2h左右;為(wei)(wei)(wei)避免混入雜質,通常使用(yong)瑪瑙球(qiu)作為(wei)(wei)(wei)球(qiu)磨介子。
2.1.4 干粉的分散、浸濕:
原理:固體粉末放置在空氣中,隨著時間的推移,將會吸附部分空氣在固體的表面上,液體粘合劑加入后,液體與氣體開始爭奪固體表面;如果固體與氣體吸附力比與液體的吸附力強,液體不能浸濕固體;如果固體與液體吸附力比與氣體的吸附力強,液體可以浸濕固體,將氣體擠出。
當潤(run)濕角≤90°,固體浸(jin)濕。當潤(run)濕角>90°,固體不(bu)浸(jin)濕。
正極材料(liao)中(zhong)的(de)所有(you)組(zu)員(yuan)都能被粘合劑溶液浸濕(shi),所以正極粉料(liao)分散相對容易(yi)。
分散方法對分散的影響:
1)靜置法(時(shi)間長,效果差,但不損傷材料(liao)的原有結構);
2)攪(jiao)拌(ban)法:自(zi)(zi)轉或自(zi)(zi)轉加公轉(時間短(duan),效果佳,但有可能(neng)損(sun)傷(shang)個別(bie)材料的自(zi)(zi)身結構)。
攪拌槳對分散速度的影響:攪拌槳大致包括蛇形、蝶形、球形、槳形、齒輪形等。一般蛇形、蝶形、槳型攪拌槳用來對付分散難度大的材料或配料的初始階段;球形、齒輪形用于分散難度較低的狀態,效果佳。
攪拌速度對分散速度的影響。一般說來攪拌速度越高,分散速度越快,但對材料自身結構和對設備的損傷就越大。
濃度對分散速度的影響。通常情況下漿料濃度越小,分散速度越快,但太稀將導致材料的浪費和漿料沉淀的加重。
濃度對粘結強度的影響。濃度越大,柔制強度越大,粘接強度越大;濃度越低,粘接強度越小。
真空度對分散速度的影響。高真空度有利于材料縫隙和表面的氣體排出,降低液體吸附難度;材料在完全失重或重力減小的情況下分散均勻的難度將大大降低。
溫度對分散速度的影響。適宜的溫度下,漿料流動性好、易分散。太熱漿料容易結皮,太冷漿料的流動性將大打折扣。
稀釋:將漿料調整為合適的濃度,便于涂布。
2.1.5操作步驟
a) 將NMP倒入動力混合機(100L)至80°C,稱取PVDF加入其中,開機;參數(shu)設(she)置:轉速(su)25±2r/min,攪拌115-125min;
b) 接通冷卻系統,將已經磨號的正極干料平均分四次加入,每次間隔28-32min,第三次加料視材料需要添加NMP,第四次加料后加入NMP;動(dong)力混合(he)機參數設置(zhi):轉速為20±2r/min
c) 第四次加料30±2min后進行高速攪拌,時間為480±10min;動力混合機參數設置:公轉(zhuan)為30±2r/min,自(zi)轉(zhuan)為25±2r/min;
d) 真空混合:將動力混合機接上真空,保持真空度為-0.09Mpa,攪拌30±2min;動力混合機參(can)數設置:公轉(zhuan)為(wei)10±2min,自轉(zhuan)為(wei)8±2r/min
e) 取250-300ml漿料,使用黏度計測量黏度;測試條件:轉子號5,轉速12或(huo)30rpm,溫(wen)度范圍25°C;
f) 將正極(ji)料從動力混(hun)合(he)機中取出進行(xing)膠體磨(mo)、過(guo)篩,同時在不銹(xiu)鋼盆上貼(tie)上標識,與(yu)拉漿(jiang)設備(bei)操(cao)作(zuo)員(yuan)交接后(hou)可流入(ru)拉漿(jiang)作(zuo)業工序(xu)。
2.1.6注意事項
a) 完成,清理機器設備(bei)及工作(zuo)環境;
b) 操作機器時,需注意安全,避免砸(za)傷頭部(bu)。
2.2 負極混料
2.2.1原料的預處理:
1) 石墨:
A、混合,使(shi)原料均勻化,提高一致性。
B、300~400°C常(chang)壓烘(hong)烤,除去表面(mian)(mian)油性(xing)物(wu)質,提高與水性(xing)粘合(he)劑的(de)相容能(neng)力,修圓石墨表面(mian)(mian)棱角(有些材料為保持表面(mian)(mian)特性(xing),不(bu)允許烘(hong)烤,否(fou)則效能(neng)降(jiang)低)。
2) 水性粘合劑:適當稀釋,提高分散能力。
2.2.2 摻和、浸濕和分散:
1) 石墨與粘合劑(ji)溶液極(ji)性不(bu)同,不(bu)易分散。
2) 可先用(yong)醇水溶(rong)液將(jiang)石墨初步潤濕,再與(yu)粘合(he)劑溶(rong)液混合(he)。
3) 應適(shi)當降低攪拌濃度(du),提高分(fen)散性(xing)。
4) 分(fen)散(san)過程為(wei)減(jian)少極性(xing)物與非(fei)極性(xing)物距離,提高勢能或表面能,所以為(wei)吸熱反應,攪(jiao)拌時總體(ti)溫(wen)度(du)有所下降。如條件允許應該適(shi)當升(sheng)高攪(jiao)拌溫(wen)度(du),使吸熱變得容易,同時提高流動性(xing),降低分(fen)散(san)難度(du)。
5) 攪(jiao)拌(ban)過(guo)程如加(jia)入真空脫氣(qi)過(guo)程,排(pai)除氣(qi)體(ti),促進固-液吸附,效果更(geng)佳。
6) 分散(san)(san)原理、分散(san)(san)方法同正極(ji)配(pei)料中的相關內容
2.2.3稀釋:
將漿料(liao)調整為合(he)適(shi)的(de)濃度,便(bian)于涂布。
2.2.4物料球磨
1) 將負極和KetjenblackECP倒入料桶同時加(jia)入球(qiu)磨(mo)(干料:磨(mo)球(qiu)=1:1.2)在(zai)滾瓶及上(shang)進行球(qiu)磨(mo),轉速控制在(zai)60rmp以上(shang);
2) 4小時(shi)結束,過篩分離出球(qiu)磨;
2.2.5操作步驟
1) 純凈水加熱至(zhi)至(zhi)80°C倒入動力混合(he)機(2L)
2) 加CMC,攪拌60±2min;動力混合機(ji)參數設置:公(gong)轉為25±2min,自轉為15±2r/min;
3) 加(jia)入SBR和去離子水(shui),攪拌(ban)60±2min;
動力(li)混合機參數(shu)設置:公轉為(wei)30±2min,自轉為(wei)20±2r/min;
4) 負極干料分四次平均順序加入,加料的(de)同時加入純凈水,每(mei)次間隔(ge)28-32min;動力混合機參數設(she)置:公轉為20±2r/min,自(zi)轉為15±2r/min;
5) 第(di)四次加料30±2r/min后進行高速攪拌,時間(jian)為480±10min;
動(dong)力(li)混合機(ji)參數設置:公(gong)轉為30±2r/min,自轉為25±2r/min;
6) 真(zhen)空(kong)混(hun)合:將動力混(hun)合機接上真(zhen)空(kong),保持真(zhen)空(kong)度為-0.09到0.10Mpa,攪拌(ban)30±2min;
動力混合機參(can)數設置:公轉(zhuan)為10±2min,自(zi)轉(zhuan)為8±2r/min
7) 取500ml漿料,使用黏度計測量黏度;
測(ce)試條件:轉子號5,轉速30rpm,溫度范圍(wei)25°C;
8) 將負(fu)極料(liao)(liao)從動力(li)混合(he)機中(zhong)取出進行磨料(liao)(liao)、過篩,同時在不銹鋼(gang)盆(pen)上貼上標識,與拉漿(jiang)設(she)備操作員交(jiao)接后可(ke)流入拉漿(jiang)作業工序。
2.2.6 注(zhu)意事項(xiang)
1) 完成(cheng),清理(li)機器設(she)備及工作環境;
2) 操作機(ji)器時,需(xu)注意(yi)安全,避免(mian)砸傷頭(tou)部。
配料注意事項:
ü防止混入其它雜質;
ü防止漿料飛濺;
ü漿料的濃度(固含量)應從高往低逐漸調整,以免增加麻煩;
ü在攪拌的間歇過程中要注意刮邊和刮底,確保分散均勻;
ü漿料不宜長時間擱置,以免沉淀或均勻性降低;
ü需烘烤的物料必須密封冷卻之后方可以加入,以免組分材料性質變化;
ü攪拌時間的長短以設備性能、材料加入量為主;
ü攪拌槳的使用以漿料分散難度進行更換,無法更換的可將轉速由慢到快進行調整,以免損傷設備;
ü出料前對漿料進行過篩,除去大顆粒以防涂布時造成斷帶;
ü對配料人員要加強培訓,確保其掌握專業知識,以免釀成大禍;
ü配料的關鍵在于分散均勻,掌握該中心,其它方式可自行調整。
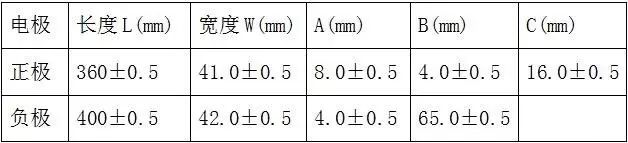
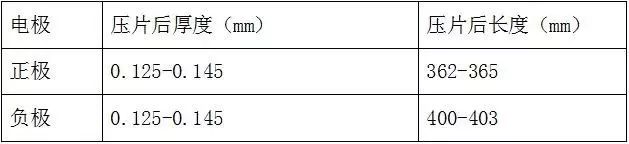
1、極片尺寸
2、拉漿工藝
a)集流(liu)體尺(chi)寸
正極(ji)(鋁(lv)箔),間歇(xie)涂布
負極(銅箔(bo)),間(jian)歇涂(tu)布(bu)
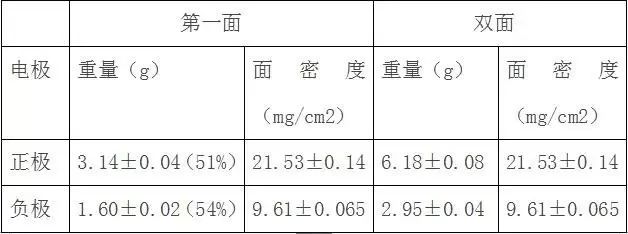
b)拉漿重(zhong)量(liang)要求(qiu)
3、正極拉漿后進行以下工序:
裁大片(pian) 裁小片(pian) 稱片(pian)(配(pei)片(pian)) 烘烤 軋片(pian)極耳焊接(jie)負極拉漿后(hou)進行以下(xia)工序:
裁(cai)大片 裁(cai)小片 稱片(配片) 烘(hong)烤 軋(ya)片極耳焊接
.4、軋片要求
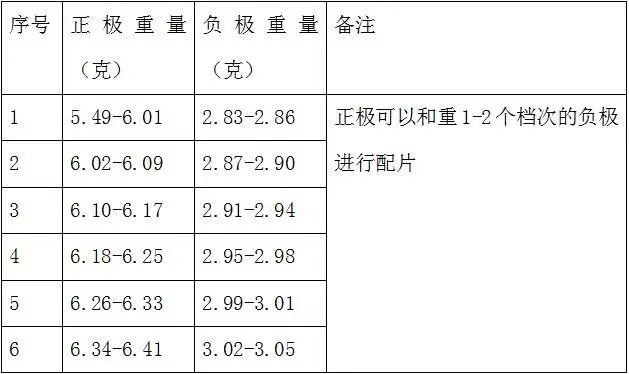
5、配片方案
6、極片烘烤
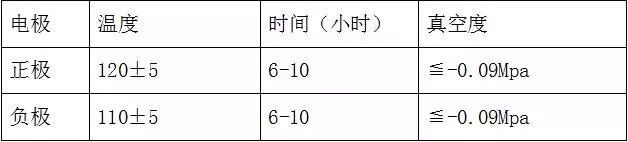
備注:真空系統的真空度為-0.095-0.10Mpa; 保護氣為高純氮氣,氣體氣壓大于0.5Mpa
7、極耳制作
a) 正極:
正(zheng)極(ji)極(ji)耳在正(zheng)極(ji)片(pian)處(chu)采用超(chao)聲波焊接(jie)。鋁條末端與極(ji)片(pian)邊緣平齊。
b) 負極:
鎳(nie)(nie)條尺寸:0.10×3.0×48mm,鎳(nie)(nie)條直接用點(dian)焊(han)機點(dian)焊(han),要求點(dian)焊(han)點(dian)數為8個(ge)點(dian)鎳(nie)(nie)條右側(ce)與負極片右側(ce)對齊,鎳(nie)(nie)條末端與極片邊緣平齊。
8 隔膜尺寸:0.025×44.0×790±5mm
9 卷針寬度:22.65±0.05mm
10 壓芯:電池卷繞后,先在電芯底(di)部貼上24mm寬的透明膠紙(zhi),再用(yong)壓(ya)平機冷壓(ya)兩次。
11 電芯入殼前要求
膠紙1:10.0×38.0±1.0mm,膠紙在(zai)電芯(xin)兩(liang)側分(fen)布均勻;
膠紙2:10.0×38.0±1.0mm,鎳條(tiao)在膠紙中(zhong)央;
膠紙3:24.0×30.0±2.0mm,膠紙在電(dian)芯兩側分布均勻(yun);
鎳條右側距電芯右側為7.0±1.0mm。
12 裝殼
裝殼時應用雙手同時用力,緩緩將電芯(xin)裝入電池殼中,禁止劃傷電芯(xin)。
13 負極極耳焊接
負極鎳條(tiao)與鋼殼用點焊機進行(xing)焊接,要保(bao)證焊接強度,禁止虛焊。
14 激光焊接
激光焊接(jie)時(shi)應仔細上夾具,電池(chi)殼與上蓋配合(he)良(liang)好后才能進行(xing)焊接(jie),注意(yi)避免出(chu)現焊偏(pian)。
15 電池真空烘烤

備注:
(1)真空(kong)系統的(de)真空(kong)度為-0.095~-0.10MPa;
(2)保護氣為高純氮氣,氣體壓力>0.5MPa;
(3)每小時抽一次真空注一次氮氣
16 注液量:2.9±0.1g
注(zhu)(zhu)液(ye)(ye)房相對濕(shi)度:≤30%,溫度:20±5℃封口膠布(bu):6mm寬紅色膠布(bu),粘膠紙時注(zhu)(zhu)意擦凈注(zhu)(zhu)液(ye)(ye)口處的電解液(ye)(ye)用2道橡皮(pi)筋(jin)將(jiang)棉花固定在(zai)注(zhu)(zhu)液(ye)(ye)口處。
17 化成制度
(1) 開口化成工藝
a) 恒流充(chong)電:40mA×4h;80mA×6h
電壓限制:4.00V
b) 全檢電壓,電壓≥3.90V的電池進行封口,電壓<3.90V的電池用60mA恒流至3.90~4.00V后封口,再打鋼珠
c) 電池清洗,清洗劑為醋酸+酒精
(2) 續化成制度
按程序進行續化成:
a) 恒流充電(400mA,4.20V,10min)
b) 休眠(2min)
c) 恒流充電(400mA,4.20V,100 min)
·
d) 恒壓充電(4.20V,20 mA,150 min)
e) 休眠(30min)
f) 恒流放電(750mA,2.75V,80 min)
g) 休眠(30min)
h) 恒流充電(750mA,3.80V,90 min)
j) 恒壓充電(3.80V,20 mA,150 min)
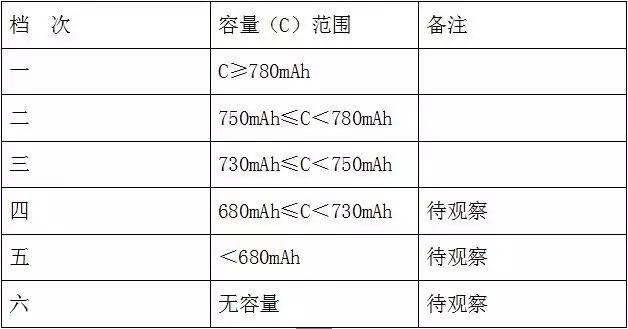
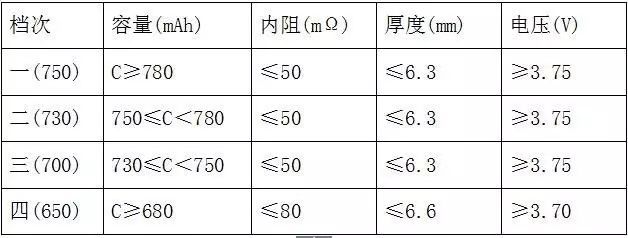
(3) 檢測分容
按(an)如(ru)下檔次(ci)對電池進行分容:
電池下柜后全檢電壓,電壓<3.77V的電池采用程序補電:
(1)恒流充電(750mA,3.80V,10 min)
(2)休眠(mian)(2min)
(3)恒流(liu)充電(750mA,3.80V,30 min)
(4)恒壓充電(3.80V,20 mA,60min)
18 電池復檢
電池(chi)下(xia)柜分容后在室溫下(xia)放置20天進(jin)行復檢,步驟(zou)如下(xia):
a) 用整形(xing)機對電池整形(xing);
b) 全檢電池厚度、電壓、內阻(zu),分類方法(fa)如下:
1、(正、負(fu)極(ji))干(gan)混→濕混→滾(gun)涂膏體在導電基體上→3步(bu)干(gan)燥→卷繞→切(qie)邊(bian)(切(qie)成一(yi)定寬(kuan)度)→輥壓→卷繞(備用)干(gan)混采用球(qiu)(qiu)磨, 磨球(qiu)(qiu)是(shi)玻(bo)璃(li)球(qiu)(qiu)或氧(yang)化(hua)鋯陶瓷球(qiu)(qiu);
濕混采用。行星式拌粉機, 其葉片分別裝在2-3個軸上, 混合效果更好。濕混中溶劑數量要恰當, 形成合適的流變態, 以獲得平滑的涂層。滾涂電極膏體要保證一定的粘度, 膏體涂于鋁箔或銅箔的兩面, 而涂層的厚度取決于電池的型號。然后再相繼通過3個加熱區進行干燥, NMP(或水)從涂層中隨熱空氣或干燥氮氣流動而揮發, 溶劑可以回收再利用。輥壓是為了提高涂層的密度, 并使電極厚度能符合電池裝配的尺寸, 輥壓階段的壓力要適中, 以免卷繞時粉料散落。
2、電池的組裝
圓柱電池的裝配工藝流程:絕緣底圈入筒→卷繞電芯入筒→插入芯軸→焊負極集流片于鋼筒→插入絕緣圈→鋼筒滾線→真空干燥→注液→組合帽(PTC元件等)焊到正極引極上→封口→X射線檢查→編號→化成→循環→陳化。
方形電池裝配工藝流程:絕緣底入鋼盒→片狀組合電芯入筒→負極集流片焊于鋼盒→上密封墊圈→正極集流片焊于桿引極→組合蓋(PTC元件等)焊到旋引極上→組合蓋定位→激光焊接→真空干燥→注液→密封→X射線檢查→編號→化成→循環→陳化。
裝配工藝說明:以圓柱形電池為例(方形電池基本過程相同)。卷繞(rao)芯(xin)入筒以前, 將鋁條(0.08—0.15㎜厚、3㎜寬)和(he)鎳(nie)條(0.04—0.10㎜厚, 3㎜寬)分別(bie)用超(chao)聲波焊接在正(zheng)、負極導電基體的指定(ding)處作為集流引極。
電池隔膜一般采用PE/PP2層或PP/PE/PP 3層組成, 隔膜都是經過120℃熱處理過的, 以增加其阻止性和提高其安全性。
正極、隔膜、負極3者疊合后卷繞入筒, 由于采用涂膏電極, 故必須讓膏體材料與基體結合得好, 以形成高密度電極, 特別要防止掉粉, 以免其穿透隔膜而引起電池內部短路。
在卷繞電芯插入鋼筒以前, 放一個絕緣底入鋼筒底部是為了防止電池內部短路這對于一般電池都是相同的。
電解質一般采用LiPF6和非水有機溶劑, 在真空注液以前,電池要真空干燥24/h, 以除去電池組分中的水分和潮氣, 以免LiPF6與水反應形成HF而縮短壽命。
電池密封采用涂密封膠、插入墊圈、卷邊加斷面收縮過程,基本原理與堿性可充電池相同。封口以后, 電池要用異丙醇和水的混合液除去油污物和濺出的電解液, 然后再干燥。使用一種氣味傳感器或“ 嗅探器”元件檢查電池漏液情況。
整個電池裝配完成以后, 電池要用X射線鑒定電池內部結構是否正常, 對于電芯不正、鋼殼裂縫、焊點情況、有無短路等進行檢查, 排除有上述缺陷的電池, 確保電池質量。
最后一道工序是化成, 電池第1次充電, 陽極上形成保護膜, 稱為固體電解質中間相層(SEI), 它能防止陽極與電解質反應, 并是電池安全操作、高容量、長壽命的關鍵要素。電池經過幾次充放電循環以后陳化2—3周, 剔去微短路電池, 再進行容量分選包裝后即成為商品了。
1、電性能:
(1) 額定容量:0.5C放電,單體電池放電時間不低于2h,電池組放電時間不低于108min(95%);
(2)1C放(fang)電容量:1C放(fang)(fang)電(dian),單體電(dian)池放(fang)(fang)電(dian)時間(jian)不低(di)(di)于(yu)57min(95%),電(dian)池組放(fang)(fang)電(dian)時間(jian)不低(di)(di)于(yu)54min(90%);
(3)低溫放電容量:-20℃下0.5C放電,單體或電池組放電時間均不低于72min(60%);
(4)高溫放電容量:55℃下0.5C放電,單體電池放電時間不低于104min(95%),電池組放電時間不低于108min(90%);
(5) 荷電保持及恢復能力:滿電常溫下擱置28天,荷電保持放電時間不低于96min(80%),荷電恢(hui)復(fu)放電時間(jian)不低于(yu)108min(90%);
(6)儲存性能:進行貯存試驗的單體電池或電池組應選自生產日期不足3個月的,貯存前充50%~60%的容量,在環境溫度40℃±5℃,相對濕度45%~75%的環境貯存90天。貯存期滿后取出電池組,用0.2C充滿電擱置1h后,以0.5C恒流放電至終止電壓,上述試驗可重復測試3次,放電時間不低于72min(60%);
(7)循環壽命:電池或電池組采用0.2C充電,0.5C放電做循環,當連續兩次放電容量低于72min(60%)時停止測試,單體電池循環壽命不低于600次,電池組循環壽命不低于500次;
(8)高溫擱置壽命:應選自生產日期不足三個月的單體電池的進行高溫擱置壽命試驗,進行擱置前應充入50%±5%的容量,然后在環境溫度為55℃±2℃的條下擱置7天。7天后將電池取出,在環境溫度為20℃±5℃下擱置2~5h。先以0.5C將電池放電至終止電壓,0.5h后按0.2C進行充電,靜置0.5h 后,再以0.5C恒流放電至終止電壓,以此容量作為恢復容量。以上步驟為1周循環,直至某周放電時間低于72min(60%),試驗結束。擱置壽命不低于56天(8周循環)。
2、安全性能
(1)持續充電:將單體電池以0.2ItA恒流充電,當單體電池端電壓達到充電限制電壓時,改為恒壓充電并保持28d,試驗結束后,應不泄漏、不泄氣、不破裂、不起火、不爆炸(相當于滿電浮充)。
(2)過充電:將單體電池用恒流穩壓源以3C恒流充電,電壓達到10V后轉為恒壓充電,直到電池爆炸或起火或充電時間為90min或電池表面溫度穩定(45min內溫差≤2℃)時停止充電,電池應不起火、不爆炸(3C10V);將電池組用穩壓源以0.5ItA恒流充電,電壓達到n×5V(n為串聯單體電池數)后轉為恒壓充電,直到電池組爆炸或起火或充電時間為90min或電池組表面溫度穩定(45min內溫差≤2℃)時停止充電,電池應不起火、不爆炸。
(3)強制放電(反向充電):將單體電池先以0.2ItA恒流放電至終止電壓,然后以1ItA電流對電池進行反向充電,要求充電時間不低于90min,電池應不起火、不爆炸;將電池組其中一只單體電池放電至終止電壓,其余均為充滿電態的電池,再以1ItA恒流放電至電池組的電壓為0V時停止放電,電池應不起火、不爆炸。
(4)短路測試:將單體電池經外部短路90min,或電池表面溫度穩定(45min內溫差≤2)時停止短路,外部線路電阻應小于50mΩ,電池應不起火、不爆炸;將電池組的正負極用小于電阻0.1Ω的銅導線連接直至電池組電壓小于0.2V或電池組表面溫度穩定(45min內溫差≤2℃),電池應不起火、不爆炸
3、機械性能
(1)擠壓:將單體電池放置在兩個擠壓平面中間,逐漸增加壓力至13kN,圓柱形電池擠壓方向垂直于圓柱軸的縱軸,方形電池擠壓電池的寬面和窄面。每只電池只能接受一次擠壓。試驗結果應符合4.1.2.1的規定。在電池組上放一直徑為15cm的鋼棒對電池組的寬面和窄面擠壓電池組,擠壓至電池組原尺寸的85%,保持5min,每個電池組只接受一次擠壓。
(2)針刺:將單體電池放在一鋼制的夾具中,用φ3mm~φ8mm的鋼釘從垂直于電池極板的方向貫穿(鋼針停留在電池中),持續90min,或電池表面溫度穩定(45min內溫差≤2℃)時停止試驗。
(3)重物沖擊:將單體電池放置于一鋼性平面上,用直徑15.8mm的鋼棒平放在電池中心,鋼棒的縱軸平行于平面,讓重量9.1kg的重物從610mm高度自由落到電池中心的鋼棒上;單體電池是圓柱形時,撞擊方向垂直于圓柱面的縱軸;單體電池是方形時,要撞擊電池的寬面和窄面,每只電池只能接受一次撞擊。
(4) 機械沖擊;將電池或電池組采用剛性固定的方法(該方法能支撐電池或電池組的所有固定表面)將電池或電池組固定在試驗設備上。在三個互相垂直的方向上各承受一次等值的沖擊。至少要保證一個方向與電池或電池組的寬面垂直,每次沖擊按下述方法進行:在最初的3ms內,最小平均加速度為735m/s2,峰值加速度應該在1225 m/s2和1715 m/s2之間。
(5) 振動:將電池或電池組直接安裝或通過夾具安裝在振動臺面上進行振動試驗。試驗條件為頻率10Hz~55Hz,加速度29.4 m/s2,XYZ每個方向掃頻循環次數為10次,掃頻速率為1oct/min。
(6)自由跌落:將單體電池或電池組由高度(最低點高度)為600mm的位置自由跌落到水泥地面上的20mm厚的硬木板上,從XYZ三個方向各一次。自由跌落結束后。
4、環境適應性
(1) 高溫烘烤:將單體電池放入高溫防爆箱中,以(5±2℃)/min升溫速率升溫至130℃,在該溫度下保溫10min。
(2) 高溫儲存:將單體電池或電池組放置在75±2℃的烘箱中擱置48h,電池應,應不泄漏、不泄氣、不破裂、不起火、不爆炸。
(3)低氣壓:(UL標準)。
鋰電池對各組成部份物質的要求 :
1. 對正負極物質的要求 :
? 正極(ji)(ji)電位超正,負極(ji)(ji)電位越負
? 活性(xing)要高(反應快)
? 活性物質在電(dian)解液(ye)中要穩(wen)定(ding),自(zi)溶速度要小(xiao)
? 活性物質要有良好的導電(dian)(dian)性能,電(dian)(dian)阻小
? 便于生產,資源豐富
2. 導電劑的選擇:
? 有優(you)異(yi)的(de)(de)的(de)(de)導電性
? 化學成份(fen)穩定(ding),吸(xi)水性小(xiao),易貯(zhu)存
? 便于(yu)使(shi)用
目前市場上(shang)最好(hao)的(de)導電(dian)劑是日(ri)本的(de)Ketjenblack(科(ke)琴超導碳黑)系列超級導電(dian)劑,如
果Ketjenblack ECP和Ketjenblack ECP600JD。日(ri)本的產家大(da)都(dou)采用這種導電劑(ji)。
科琴超(chao)導碳黑主要由上(shang)海翠科化(hua)工科技有限(xian)公司供應。
3. 對電解(jie)液的(de)要求
? 電導率高,擴散效率好,粘度(du)低
? 化學成份(fen)穩(wen)定,揮發性小,易貯存
? 正(zheng)負極活性物質在電液中能長期保持穩定
? 便于使用(yong)
電解液目前存在的突出問(wen)題
? 與正負(fu)極的相容性。
? 隨電(dian)壓升高,電(dian)解質溶(rong)液分解產生(sheng)氣(qi)體,使內(nei)壓增大,導致(zhi)對(dui)電(dian)池(chi)空難性的破壞以(yi)
及升高電池工(gong)作溫度時溶劑的抗氧化能(neng)力較(jiao)低。
4. 對隔膜要(yao)求
? 有(you)良好的穩定性
? 具有一定的機械強度(du)和(he)抗彎曲能(neng)力,有抗拒枝晶穿透能(neng)力
? 吸水性良好,孔徑、孔率符合要求
? 便于使用
5. 對外殼要(yao)求(qiu)
? 有較(jiao)高的(de)(de)機械(xie)強度,承受一(yi)般(ban)的(de)(de)沖擊
? 具有耐工藝腐蝕的(de)能力




