
在(zai)鋰(li)電(dian)池(chi)工業生產上(shang),模頭擠壓涂(tu)布由于高精度、寬涂(tu)布窗口(kou)、高可靠性等優點成為應用最(zui)廣(guang)泛的涂(tu)布方式。如(ru)圖1所示,漿(jiang)料由精確(que)的進料系統(如螺桿泵)提供(gong),進入模頭(tou)內部型腔,在(zai)涂層(ceng)寬度方向(xiang)均勻(yun)分布,最后漿(jiang)料受擠壓通過模頭(tou)狹縫(feng),在(zai)移動的基材上形(xing)成(cheng)涂層(ceng)。由于漿(jiang)料流體特性,在(zai)涂層(ceng)起始點(dian)、終止點(dian)以及兩側邊緣容易形(xing)成(cheng)如圖1中所示(shi)半月(yue)形(xing)特(te)征。涂布工藝中,極片邊(bian)緣出現的這種(zhong)厚度突增的形(xing)貌(mao)被稱為“厚邊”現象。
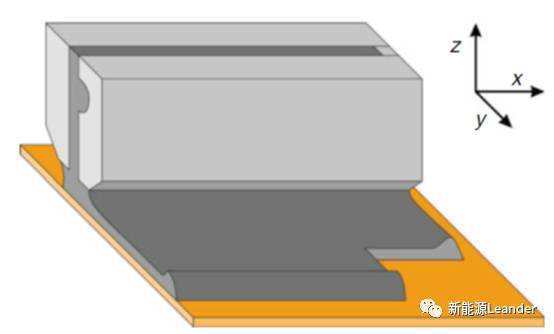
圖(tu)1 擠壓涂布示意(yi)圖
根據電(dian)池(chi)(chi)的(de)結構設(she)計和對應(ying)的(de)工藝(yi)設(she)計,鋰電(dian)池(chi)(chi)極片涂(tu)布工藝(yi)可(ke)分為連續涂(tu)布和間歇涂(tu)布,如圖(tu)2所示,連續(xu)涂(tu)布(bu)中(zhong),對電(dian)(dian)池(chi)(chi)性能(neng)和(he)工藝有影響(xiang)的(de)(de)(de)厚邊(bian)(bian)問題(ti)主(zhu)要在涂(tu)層兩側邊(bian)(bian)緣(yuan),而對于間隙涂(tu)布(bu),除了(le)兩側邊(bian)(bian)緣(yuan),涂(tu)層的(de)(de)(de)起(qi)始和(he)結束(shu)邊(bian)(bian)緣(yuan)(頭尾)同樣可能(neng)存(cun)在這種厚邊(bian)(bian)情況。這種厚邊(bian)(bian)現象是不(bu)期(qi)望出現的(de)(de)(de),并會對電(dian)(dian)池(chi)(chi)的(de)(de)(de)工藝過程(cheng)和(he)電(dian)(dian)池(chi)(chi)性能(neng)和(he)一致性產生問題(ti)。
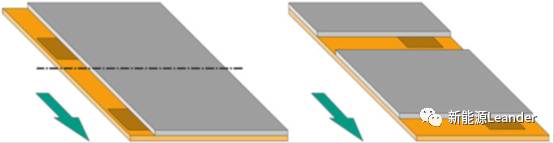
圖2 連續涂布和間歇涂布方式結構示意圖
厚邊現(xian)象(xiang)的危害
不管是連續涂(tu)布還是間歇涂(tu)布(如圖2所示),這種半月(yue)形(xing)形(xing)貌特征都會嚴(yan)重影響(xiang)(xiang)涂(tu)層(ceng)的均勻(yun)性(xing)。一般(ban)地,涂(tu)層(ceng)邊(bian)緣厚(hou)度(du)比正常區域厚(hou)幾微米至十幾微米,在涂(tu)布干燥后(hou)收卷(juan)時,成(cheng)百上千層(ceng)極片收成(cheng)一卷(juan),涂(tu)層(ceng)側面邊(bian)緣厚(hou)度(du)凸(tu)起線累積(ji)成(cheng)幾毫米,導致極卷(juan)產生鼓邊(bian)現象(xiang),嚴(yan)重時會造成(cheng)極片斷(duan)裂,這嚴(yan)重影響(xiang)(xiang)涂(tu)布收卷(juan)整齊度(du)及其后(hou)續工序。
這(zhe)種厚(hou)邊(bian)情況也(ye)會影響極(ji)片的(de)輥壓(ya)工(gong)藝(yi),由于邊(bian)緣厚(hou)度(du)(du)較中(zhong)間(jian)部(bu)位大(da)幾(ji)微(wei)(wei)米(mi)或十幾(ji)微(wei)(wei)米(mi),輥壓(ya)軋(ya)輥壓(ya)力(li)作用在(zai)極(ji)片上時,邊(bian)緣厚(hou)度(du)(du)大(da)的(de)區域(yu)承受(shou)更大(da)的(de)軋(ya)制力(li),從(cong)而導致極(ji)片輥壓(ya)壓(ya)實橫向密(mi)度(du)(du)不(bu)一致,一方(fang)面這(zhe)會造成輥壓(ya)之后(hou)的(de)極(ji)片翹曲(qu)度(du)(du)更大(da)形成蛇形極(ji)片,在(zai)后(hou)續(xu)的(de)分(fen)條或模切、卷(juan)繞(rao)等(deng)工(gong)藝(yi)過程中(zhong),極(ji)片張力(li)分(fen)布不(bu)均衡(heng),極(ji)片收放卷(juan)對齊(qi)度(du)(du)無法保證,這(zhe)也(ye)會影響極(ji)片加工(gong)尺寸,容易出現不(bu)良(liang)品。
厚邊現(xian)象(xiang)造成(cheng)的極片厚度、壓實密度不(bu)均(jun)勻同(tong)樣對電池性能(neng)有影響,在充放(fang)電過程(cheng)中,可能(neng)出現(xian)電流分布不(bu)均(jun)勻,更容(rong)易形成(cheng)極化。因此,電池極片在充放(fang)電膨(peng)脹、收縮(suo)過程(cheng)中受力也不(bu)一致(zhi),厚邊緣更容(rong)易失效。
一(yi)般地(di),3C電池工藝設計(ji)時,切除極片邊(bian)(bian)緣來消除這種厚邊(bian)(bian)的不利影響。而動(dong)力(li)電池要(yao)求高(gao)功率和(he)高(gao)能(neng)量,電池設計(ji)往往需要(yao)保留涂(tu)層邊(bian)(bian)緣,因(yin)此,厚邊(bian)(bian)現象更受關注,Marcel Schmitt等人就研究了涂(tu)布(bu)工藝(yi)參數對連續涂(tu)布(bu)兩側厚邊的影響,期望(wang)理解和(he)認(ren)識產(chan)生這(zhe)種情況的原因。
厚邊現象的定量(liang)描述
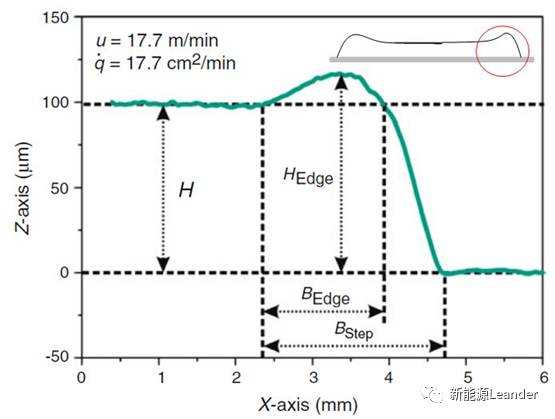
圖3 涂層邊緣厚度突增典型形貌圖
為了(le)分析涂層的邊緣效應(ying),作者引入一(yi)些特征(zheng)參數來定量表征(zheng)涂層的厚邊現象。如圖(tu)3所示,這是涂(tu)層邊緣厚度(du)突增典型形貌圖,涂(tu)層中間厚度(du)為(wei)H(圖3中H=100μm),而涂(tu)層凸起點的厚度為(wei)HEdge,無量綱厚(hou)度H*定義為式(1):
 (1)
(1)
理想情況下(xia),H*等于1,極片涂層邊緣沒(mei)有厚邊情況產生。
公式(shi)(2)定義涂層(ceng)厚(hou)邊緣(yuan)的無量綱寬(kuan)度(du):
 (2)
(2)
其(qi)中,B*為厚邊緣(yuan)的(de)無量(liang)綱寬度,BEdge 為厚(hou)(hou)度(du)(du)凸起的(de)涂層寬度(du)(du),測量涂層的(de)厚(hou)(hou)度(du)(du),厚(hou)(hou)度(du)(du)值第一次檢測到為H的105%時的位置定(ding)義(yi)為BEdge 的起點(dian),繼續橫向測量厚度再變為H時位置(zhi)定義為BEdge的終(zhong)點(dian),如圖(tu)3所示,一般(ban)鋰電池(chi)涂(tu)布(bu)中H*甚至能(neng)達到(dao)10以上。而厚邊涂(tu)層(ceng)的梯(ti)度R*定義為式(3)::
 (3)
(3)
其中,BStep的終點位(wei)置為第一次檢(jian)測(ce)極片(pian)厚度(du)為集流體(ti)厚度(du)的105%的位置。
以上三個無量綱參數用(yong)來定量描述極片涂層厚(hou)邊緣的厚(hou)度(du)、寬度(du)和梯度(du)特征。
厚邊現象的影響因素
影響極片涂層厚(hou)邊(bian)現(xian)象(xiang)產(chan)生的因(yin)素主要有(you)幾個方面:(1)涂(tu)布(bu)模頭(tou)的(de)幾何特(te)征及涂(tu)布(bu)工藝參數,模頭(tou)擠(ji)壓涂(tu)布(bu)流場示(shi)意圖(tu)如圖(tu)4所(suo)示,模頭幾(ji)何參數和(he)涂(tu)布(bu)工藝(yi)參數包(bao)括狹縫尺寸(cun)S、模(mo)頭出口漿料(liao)流量q、模頭與(yu)涂輥間(jian)隙(xi)尺(chi)寸G、涂布速度U、涂(tu)層濕厚H等;(2)漿料(liao)的性質,特別是(shi)漿料(liao)表面張力。
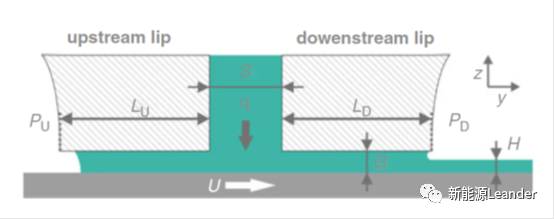
圖4 模頭擠壓涂(tu)布外流場二維(wei)截(jie)面示意圖
(1)涂布(bu)速度的影響
Marcel Schmitt等(deng)人(ren)鋰離子電(dian)池負極漿料涂布工藝實驗(yan)研究發現,涂布速度(du)對厚邊的無量綱厚度(du)和寬度(du)幾乎沒有影響(xiang),而會影響(xiang)厚邊的梯度(du)特征R*,當涂布速度增加時,R*相應增加,即厚邊(bian)緣厚度(du)變化(hua)更尖銳,如(ru)圖5所示。
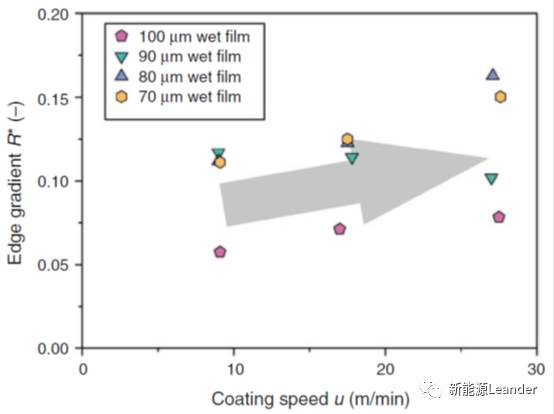
圖5 涂布(bu)速度(du)與厚邊梯度(du)的關系
(2)涂布間隙的(de)影響
1986年,Dobroth等人總結了厚邊涂層厚度與涂布工藝的經(jing)驗公式(4):
 (4)
(4)
其中(zhong),D為(wei)漿料拖(tuo)曳(ye)力比值(zhi),定(ding)義為(wei)涂布(bu)速度U與(yu)漿料在(zai)出口(kou)的平均速度USlurry比值,具(ju)體可由式(5)計算:
 (5)
(5)
式中(zhong),q為漿料體積(ji)流量,H為涂層濕厚,G為涂布(bu)間(jian)隙(xi)(xi)。因(yin)此,厚(hou)邊涂層厚(hou)度與(yu)無量綱涂布(bu)間(jian)隙(xi)(xi)G*相關。
圖(tu)6為無量(liang)綱涂(tu)布間隙G*與厚邊無量綱厚度(du)H*的(de)實驗(yan)數據(ju)圖和公式預測(ce)關系,根據(ju)經(jing)驗(yan)公式,涂布間隙增加(jia)時厚邊厚度相(xiang)應增加(jia),但是從實驗(yan)數據(ju)來(lai)看相(xiang)關性不是特別(bie)大。而隨(sui)著涂布間隙增加(jia),厚邊涂層的(de)寬(kuan)度增加(jia),如圖7所示(shi)。因此,減低涂布間隙(xi)是抑(yi)制厚邊現象的一個有效措施。
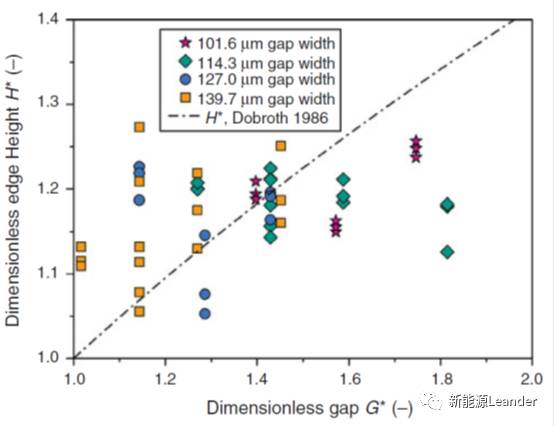
圖6 涂布間隙與厚(hou)邊厚(hou)度的關系
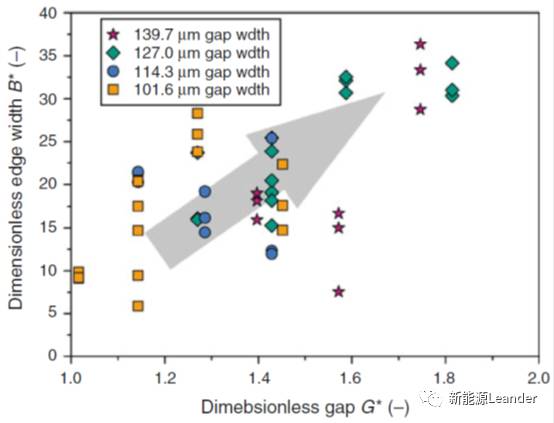
圖7 涂布間(jian)隙(xi)與厚(hou)邊寬度的關系
(3)表面張力的影響
另外(wai),漿(jiang)料性質對厚(hou)邊也具(ju)有(you)巨(ju)大影響,一方面從模頭擠壓噴出時,粘彈性漿料流(liu)體會發生(sheng)膨脹(zhang),由于受(shou)到模頭邊緣壁面的額外(wai)應(ying)(ying)力作用,邊緣處漿料膨脹(zhang)效應(ying)(ying)更明(ming)顯,從而導致厚邊現象產生(sheng)。另(ling)外(wai),漿料的表面張(zhang)力作用下,涂(tu)層在干燥過程中發生(sheng)流(liu)延(yan)也會造(zao)成厚邊現象。如圖8所示(shi),涂層干(gan)(gan)燥時(shi),各處干(gan)(gan)燥速(su)度相同,而邊(bian)緣處溶(rong)劑(ji)蒸(zheng)發更(geng)快些,因此邊(bian)緣成分變化更(geng)快時(shi),如果漿料(liao)里面(mian)沒有界(jie)面(mian)活性劑(ji)等添加劑(ji),或(huo)者(zhe)分散的(de)顆粒懸浮液(ye)表(biao)(biao)面(mian)張(zhang)(zhang)力大于(yu)溶(rong)劑(ji)的(de)表(biao)(biao)面(mian)張(zhang)(zhang)力時(shi),漿料(liao)向邊(bian)緣流動,最終導致厚邊(bian)現(xian)象。
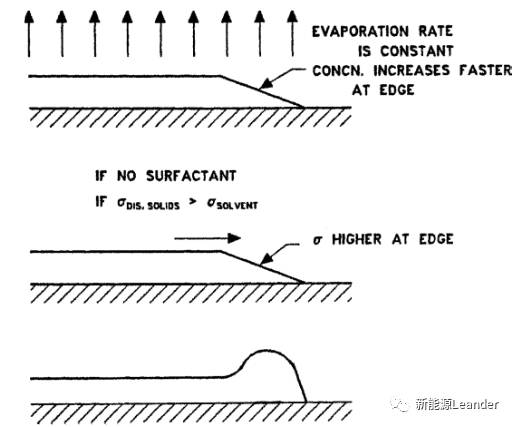
圖8 干燥過(guo)程(cheng)中厚邊現象產生過(guo)程(cheng)
厚邊現象的解決措施
涂布厚邊現象是(shi)一種不利的缺陷,根據以(yi)上實驗結果和分析(xi),阻止和緩解厚邊現象的措(cuo)施有:
(1)漿(jiang)料(liao)流量一定時,減(jian)小狹縫尺寸能夠增加漿(jiang)料(liao)在模頭的(de)(de)出口速度,從而降低(di)漿(jiang)料(liao)的(de)(de)拖曳(ye)力比值D,進(jin)而減小厚邊涂(tu)層(ceng)的無量綱厚度H*,但(dan)是(shi)狹縫尺寸變小(xiao)模(mo)(mo)頭內部的(de)壓力更(geng)大,更(geng)容易造成模(mo)(mo)頭出口形狀的(de)膨脹,從而出現涂層(ceng)橫向(xiang)厚度不(bu)均(jun)勻性,這需要更(geng)高(gao)精度的(de)涂布設備(bei)配合。
(2)涂(tu)布間隙G減小(xiao)能(neng)夠有(you)限減小(xiao)厚邊涂層的厚度和(he)寬度。
(3)降(jiang)低(di)漿(jiang)料(liao)的(de)表面張力,如添加界面活性劑(ji)、降(jiang)低(di)粘度等,抑(yi)制干(gan)燥過程(cheng)中漿(jiang)料(liao)向邊緣的(de)流延(yan)。
(4)優化狹(xia)縫墊片出口形狀(zhuang),改變漿料流動(dong)速度方向(xiang)和大小,降低邊(bian)緣漿料的應力狀(zhuang)態,減(jian)弱漿料邊(bian)緣膨脹效應。




